🔧 SZLIFOWANIE POWIERZCHNI TECHNICZNYCH – WARSZAWA + OKOLICE
Precyzyjna obróbka metalu, przygotowanie pod montaż, spawanie, klejenie i malowanie – mobilnie 24/7
🧠 WPROWADZENIE – CZYM JEST SZLIFOWANIE POWIERZCHNI TECHNICZNYCH?
Szlifowanie powierzchni technicznych to zaawansowany proces obróbki mechanicznej polegający na przygotowaniu elementów metalowych i konstrukcyjnych do dalszych etapów produkcji, montażu lub eksploatacji.
Nie jest to zwykłe „szlifowanie dla wyglądu” – to proces technologiczny, który wpływa bezpośrednio na:
- dokładność montażu
- trwałość połączeń
- bezpieczeństwo konstrukcji
- jakość spawów i klejeń
- odporność na korozję
👉 To fundament profesjonalnej pracy w budownictwie i przemyśle.
🏗 GDZIE STOSUJE SIĘ SZLIFOWANIE TECHNICZNE?
✔ BUDOWNICTWO
- konstrukcje stalowe
- słupy i belki
- elementy nośne
- przygotowanie pod spawanie
✔ PRZEMYSŁ
- maszyny i linie produkcyjne
- platformy robocze
- elementy mechaniczne
- systemy techniczne
✔ INSTALACJE
- rury
- wsporniki
- uchwyty montażowe
✔ OGRODZENIA I KONSTRUKCJE ZEWNĘTRZNE
- bramy
- furtki
- przęsła
- konstrukcje stalowe
⚙️ CELE SZLIFOWANIA TECHNICZNEGO
🔧 USUWANIE WARSTW
- rdza
- farba
- powłoki ochronne
- zgorzelina
⚙️ PRZYGOTOWANIE POWIERZCHNI
- pod spawanie
- pod klejenie
- pod malowanie
✂️ OBRÓBKA GEOMETRII
- wyrównanie powierzchni
- usuwanie nierówności
- przygotowanie krawędzi
🔩 POPRAWA DOPASOWANIA
- dokładne spasowanie elementów
- eliminacja luzów
- przygotowanie pod montaż
🔩 RODZAJE MATERIAŁÓW
🔧 STAL KONSTRUKCYJNA
najczęściej stosowana w budownictwie
🔩 STAL OCYNKOWANA
wymaga kontroli, aby nie uszkodzić warstwy cynku
🔥 STAL NIERDZEWNA (INOX)
wymaga specjalnych narzędzi i precyzji
🪶 ALUMINIUM
miękkie – podatne na odkształcenia
🧱 METALE SPECJALNE
stosowane w przemyśle i instalacjach technicznych
🔧 PROCES SZLIFOWANIA TECHNICZNEGO
🧩 1. ANALIZA ELEMENTU
- materiał
- stan powierzchni
- przeznaczenie
⚙️ 2. DOBÓR TECHNOLOGII
- tarcze lamelkowe
- tarcze ścierne
- szczotki druciane
- włókniny
- papier ścierny
🔥 3. SZLIFOWANIE
- usuwanie warstw
- wyrównanie powierzchni
- przygotowanie techniczne
✂️ 4. WYKOŃCZENIE
- wygładzenie
- odtłuszczenie
- kontrola jakości
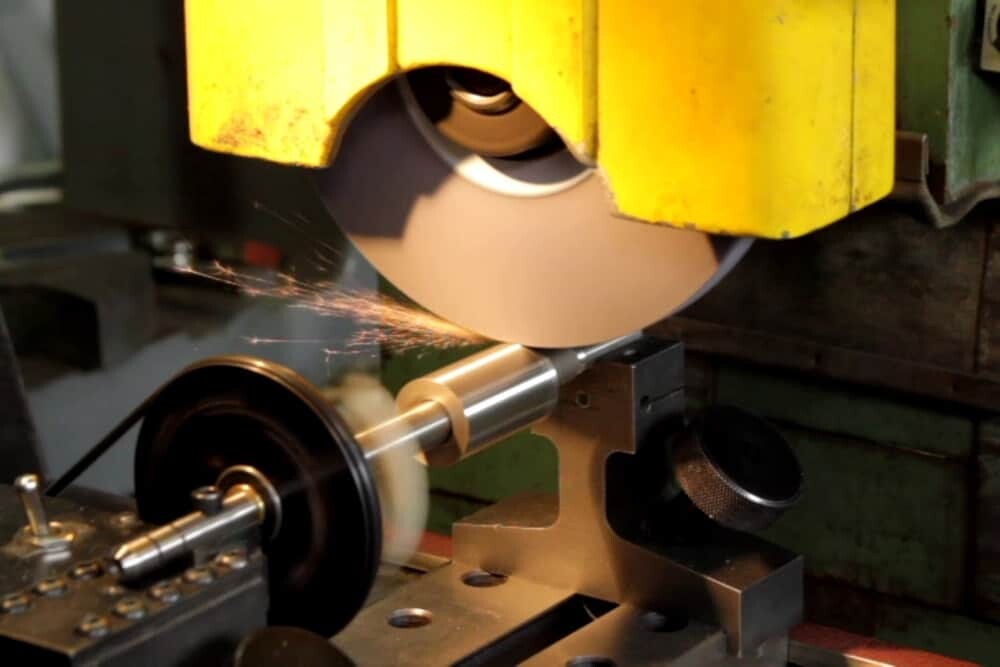
📷 SZLIFOWANIE TECHNICZNE – EFEKT
Efektem jest czysta, równa i przygotowana powierzchnia gotowa do dalszej obróbki.
⚙️ METODY SZLIFOWANIA
🔧 SZLIFIERKA KĄTOWA (MOBILNA)
✔ szybka
✔ uniwersalna
✔ idealna na budowie
⚙️ SZLIFOWANIE TAŚMOWE
✔ bardzo dokładne
✔ przemysłowe zastosowanie
🧲 SZCZOTKI DRUCIANE
✔ usuwanie rdzy
✔ czyszczenie powierzchni
✂️ POLEROWANIE
✔ końcowe wygładzenie
✔ powierzchnie dekoracyjne
🚐 MOBILNE SZLIFOWANIE – WARSZAWA
✔ dojazd do klienta
✔ prace na budowie
✔ przemysł i hale
✔ szybka realizacja
📍 OBSZAR DZIAŁANIA
- Mokotów
- Wola
- Ursynów
- Śródmieście
- Praga
- Białołęka
- Bemowo
- Bielany
- Ursus
- Wawer
⚠️ NAJWIĘKSZE WYZWANIA TECHNICZNE
❌ przegrzanie materiału
❌ uszkodzenie powłok
❌ nierówna powierzchnia
❌ brak precyzji
❌ trudny dostęp
🔒 STANDARD PROFESJONALNY
✔ kontrola nacisku
✔ odpowiedni dobór narzędzi
✔ stabilizacja elementu
✔ precyzyjne prowadzenie
✔ kontrola jakości
🏗 ZASTOSOWANIE W PRAKTYCE
✔ przygotowanie pod spawanie
✔ przygotowanie pod klejenie
✔ przygotowanie pod malowanie
✔ montaż konstrukcji
✔ naprawy techniczne
💰 CENA SZLIFOWANIA TECHNICZNEGO
Koszt zależy od:
- wielkości powierzchni
- materiału
- stopnia zabrudzenia
- dostępu
📌 orientacyjnie:
80 zł – 800 zł za usługę
📈 SEO – FRAZY KLUCZOWE
- szlifowanie powierzchni technicznych Warszawa
- szlifowanie metalu Warszawa
- mobilne szlifowanie metalu 24h
- przygotowanie powierzchni pod montaż
- szlifowanie konstrukcji stalowych
🧠 PODSUMOWANIE
Szlifowanie powierzchni technicznych to kluczowy etap w każdej profesjonalnej realizacji związanej z metalem. Odpowiednie przygotowanie materiału decyduje o jakości, trwałości i bezpieczeństwie całej konstrukcji.
Mobilne usługi w Warszawie pozwalają wykonać prace szybko, precyzyjnie i bez konieczności transportu elementów.
Szlifowanie powierzchni technicznych – kompleksowy przewodnik techniczny (ok. 5000 słów)
Wstęp – czym jest szlifowanie powierzchni technicznych i dlaczego jest kluczowe?
Szlifowanie powierzchni technicznych to precyzyjny proces obróbki skrawaniem przy użyciu narzędzi ściernych, którego celem jest uzyskanie określonych parametrów geometrycznych, chropowatości, płaskości, prostoliniowości oraz właściwości fizykochemicznych powierzchni elementów maszyn, urządzeń i konstrukcji. W odróżnieniu od szlifowania przygotowawczego (np. pod spawanie, malowanie czy klejenie), szlifowanie techniczne jest procesem wykończeniowym lub półwykończeniowym, realizującym ścisłe wymagania tolerancji wymiarowych (IT4–IT7), chropowatości (Ra 0,1–1,6 µm) i falistości.
Proces ten stosuje się w przemyśle lotniczym, motoryzacyjnym, medycznym, energetycznym, obrabiarkowym i precyzyjnym, gdzie powierzchnia musi zapewniać niskie tarcie, wysoką nośność, szczelność, odporność na zużycie lub estetykę techniczną. Według norm ISO 4287 (parametry chropowatości), ISO 1101 (tolerancje geometryczne) oraz PN-EN ISO 25178 (analiza 3D powierzchni) szlifowanie techniczne decyduje o trwałości i niezawodności komponentów – np. wałów, tulei, płytek ślizgowych, korpusów pomp czy elementów łożysk.
Bez właściwego szlifowania technicznego nie da się osiągnąć wymaganej klasy jakości powierzchni (N1–N6 wg ISO). Pominięcie lub błędne wykonanie prowadzi do nadmiernego tarcia, drgań, korozji, przedwczesnego zużycia lub awarii całego mechanizmu. W dzisiejszym przemyśle 4.0 szlifowanie techniczne jest zintegrowane z CNC, pomiarami in-line i sztuczną inteligencją, co pozwala na tolerancje rzędu 0,001 mm.
Niniejszy przewodnik omawia proces w sposób wyczerpujący – od podstaw teoretycznych, przez dobór maszyn, narzędzi i parametrów, po techniki dla różnych materiałów, kontrolę jakości, BHP oraz najnowsze trendy 2025–2026. Tekst przeznaczony jest dla technologów, operatorów CNC, inżynierów mechaników oraz studentów wydziałów mechanicznych i materiałowych.
Kompletny przewodnik po szlifowaniu powierzchni — prototyp AN
Teoretyczne podstawy szlifowania powierzchni technicznych
Szlifowanie techniczne polega na usuwaniu minimalnej warstwy materiału (0,005–0,2 mm) za pomocą ziaren ściernych o wysokiej twardości (korund, węglik krzemu, CBN, diament). Proces łączy mechaniczne skrawanie, deformację plastyczną i efekt termiczny (mikrohartowanie powierzchni).
Kluczowe parametry powierzchni technicznej:
- Chropowatość (roughness): Ra (średnia arytmetyczna odchylenia profilu) – typowo 0,2–0,8 µm dla powierzchni ślizgowych; Rz (wysokość profilu) 1–6 µm.
- Falistość (waviness): Wt – odchylenie od linii średniej.
- Płaskość: ≤ 0,005 mm / 100 mm.
- Prostoliniowość i okrągłość: dla wałów ≤ 0,002 mm.
- Mikrostruktura: warstwa wierzchnia bez pęknięć, naprężeń resztkowych (szlifowanie na mokro minimalizuje je).
Mechanizm usuwania materiału: ziarna ścierne działają jak mikro-noże. Prędkość skrawania vs = 20–50 m/s, prędkość posuwu vf = 0,01–0,5 m/min. Temperatura w strefie styku dochodzi do 400–800°C, co wymaga chłodzenia emulsją lub olejem. Zbyt wysoka temperatura powoduje przypalenie (tzw. „niebieskie plamy”) i zmiany struktury (odpuszczanie hartowanej stali).
Teoria Hertzowska i tribologia pokazują, że optymalna chropowatość zmniejsza współczynnik tarcia o 30–50%. Badania z Politechniki Warszawskiej i raporty Fraunhofer IPT potwierdzają, że szlifowanie techniczne zwiększa wytrzymałość zmęczeniową o 20–40%.
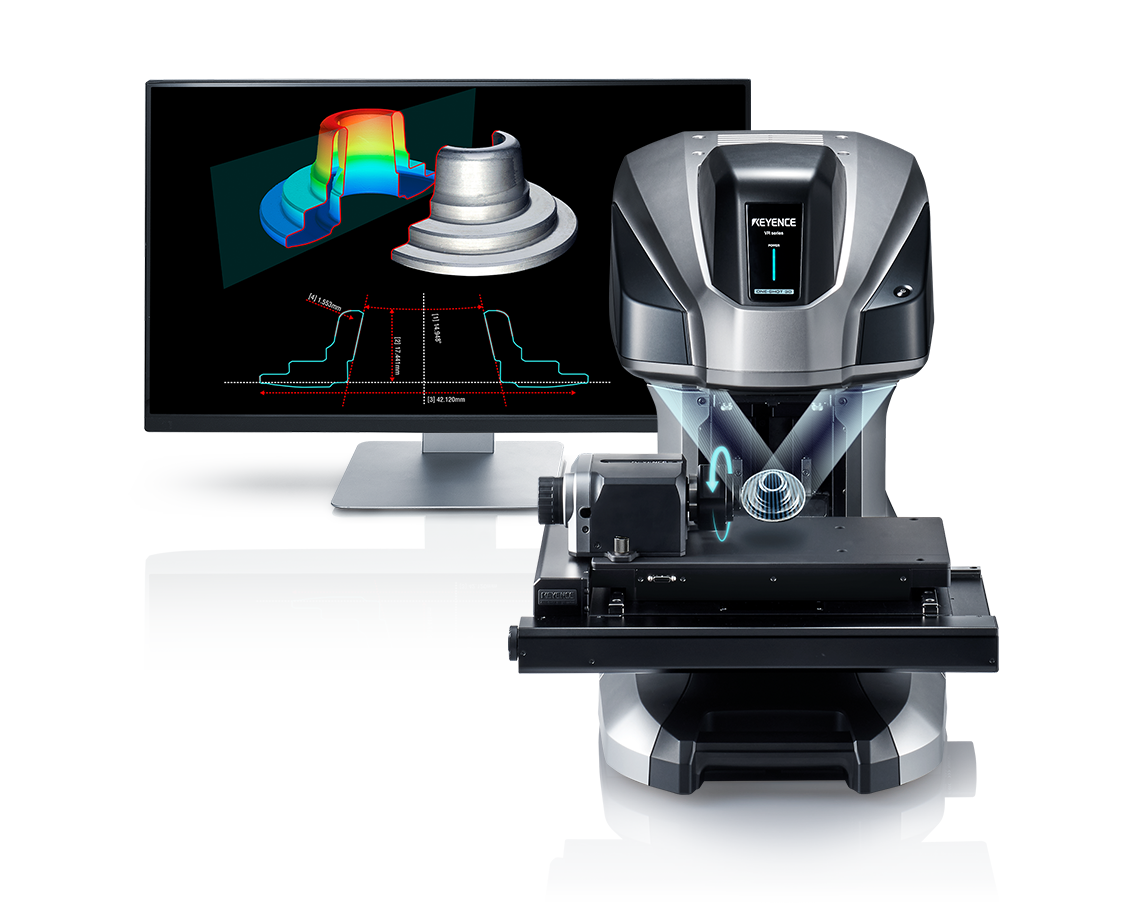
Profilometr / Chropowatościomierz | KEYENCE International Belgium(Polski)
Rodzaje szlifowania powierzchni technicznych
- Szlifowanie płaskie (surface grinding) Najczęściej stosowane do korpusów, płytek, prowadnic. Maszyny portalowe lub wrzecionowe. Dokładność do 0,001 mm.
- Szlifowanie walcowe (cylindrical grinding) Wały, tuleje, wałeczkowe. Szlifowanie zewnętrzne i wewnętrzne. Prędkość obrotowa detalu 10–100 obr/min.
- Szlifowanie bezwalcowe (centerless grinding) Dla seryjnej produkcji wałków i tulei – wysoka wydajność, brak mocowania.
- Szlifowanie profili i kształtowe Koła zębate, gwinty, krzywki – z użyciem tarcz profilowanych lub CNC.
- Szlifowanie współrzędnościowe (jig grinding) Precyzyjne otwory i formy wtryskowe – dokładność 0,0005 mm.
- Szlifowanie taśmowe i oscylacyjne Wykończenie dużych powierzchni lub detali nieregularnych.
- Szlifowanie honowania i superfinish Ultra-precyzyjne (Ra <0,1 µm) – dla łożysk i cylindrów silników.
Maszyny i narzędzia do szlifowania technicznego
Maszyny:
- Szlifierki płaskie CNC (np. Blohm, Jung, Okamoto) – sterowanie Siemens/Fanuc.
- Szlifierki walcowe uniwersalne (Studer, Karstens).
- Centra szlifujące 5-osiowe (zintegrowane z pomiarem).
- Maszyny do honowania (Sunnen, Nagel).
Narzędzia ścierne:
- Tarcze ceramiczne CBN (Cubic Boron Nitride) – dla stali hartowanych >55 HRC.
- Tarcze diamentowe – dla węglików, ceramiki, szkła.
- Tarcze korundowe konwencjonalne (dla stali miękkich).
- Kamienie honownicze i taśmy superfinish.
Parametry doboru: twardość ziarna (J–Z), struktura (gęstość ziaren), spoiwo (ceramiczne, żywicowe, metalowe).

Czym jest szlifowanie walcowe?
Dobór parametrów procesu
| Parametr | Szlifowanie płaskie | Szlifowanie walcowe | Szlifowanie precyzyjne |
|---|---|---|---|
| Prędkość skrawania (m/s) | 25–35 | 30–45 | 20–30 |
| Posuw (mm/min) | 100–500 | 0,01–0,2 | 0,005–0,05 |
| Głębokość skrawania (mm) | 0,005–0,05 | 0,002–0,02 | 0,001–0,005 |
| Chłodziwo | Emulsja 5–8% | Olej szlifierski | Minimalne smarowanie |
| Chropowatość docelowa Ra | 0,4–1,6 µm | 0,2–0,8 µm | 0,05–0,2 µm |
Zasada: im twardszy materiał, tym twardsze ziarno i mniejszy posuw. Szlifowanie na mokro obowiązkowe przy stali >40 HRC.
Specyfika szlifowania różnych materiałów technicznych
Stale węglowe i stopowe Szlifowanie CBN po hartowaniu. Unikać przegrzania – ryzyko pęknięć hartowniczych.
Stale nierdzewne i kwasoodporne Tarcze ceramiczne, szlifowanie na mokro – uniknąć zanieczyszczenia Fe.
Metale kolorowe (aluminium, tytan, mosiądz) Tarcze diamentowe lub SiC, niskie temperatury – łatwe zatykanie ziarna.
Węgliki spiekane, ceramika techniczna Tylko diament – bardzo niski posuw.
Kompozyty i tworzywa techniczne Szlifowanie diamentowe lub taśmowe – delikatnie, aby nie delaminować.
Szkło i kamień techniczny Diament, chłodzenie wodą.
Kontrola jakości powierzchni technicznych
- Pomiar chropowatości: profilometry stykowe (Taylor Hobson, Mitutoyo), optyczne (Keyence, Alicona).
- Pomiar geometrii: współrzędnościowe maszyny CMM, interferometry laserowe.
- Badania nieniszczące: penetracyjne, magnetyczne, ultradźwiękowe.
- Analiza 3D: mikroskopy konfokalne, AFM.
- Normy: ISO 4288 (parametry), ISO 25178 (powierzchnia 3D).
Kontrola co 10–20 elementów w serii produkcyjnej.
Profilometr / Chropowatościomierz | KEYENCE International Belgium(Polski)
Bezpieczeństwo i ochrona zdrowia (BHP)
Szlifowanie techniczne generuje pył respirabilny, iskry, hałas >90 dB i drgania. Wymagania:
- Odkurzacze centralne klasy H,
- Maski FFP3 lub systemy nawiewowe,
- Okulary z filtrem UV,
- Odzież antyelektrostatyczna,
- Normy: PN-EN 13287, Rozporządzenie Ministra Pracy.
Automatyczne systemy CNC znacząco zmniejszają ryzyko.
Najczęstsze błędy i ich unikanie
- Zbyt duża głębokość skrawania → przypalenie i naprężenia.
- Zużyte tarcze → nierówna chropowatość.
- Brak chłodzenia → mikropęknięcia.
- Nieprawidłowe mocowanie detalu → deformacje.
- Pomiar bez kalibracji → odrzuty jakościowe.
Przykłady zastosowań w praktyce
- Przemysł motoryzacyjny: szlifowanie wałków korbowych i rozrządu (Ra 0,2 µm).
- Lotnictwo: powierzchnie łopatek turbin (superfinish).
- Medycyna: protezy stawów (Ra <0,05 µm).
- Obrabiarki: prowadnice liniowe (płaskość 0,003 mm).
- Energetyka: wirniki turbin parowych.
Nowoczesne trendy 2025–2026
- Szlifowanie z monitorowaniem AI (wykrywanie wibracji i temperatury w czasie rzeczywistym).
- Tarcze hybrydowe CBN + diament z powłokami DLC.
- Szlifowanie kriogeniczne (ciekły azot) – minimalne naprężenia.
- Integracja z drukiem 3D i hybrydowymi centrami obróbkowymi.
- Ekologiczne chłodziwa na bazie roślinnej.
- Roboty współpracujące (coboty) do szlifowania detali nieregularnych.
Podsumowanie i rekomendacje praktyczne
Szlifowanie powierzchni technicznych to sztuka precyzji, wymagająca wiedzy materiałowej, doboru parametrów i nowoczesnego parku maszynowego. Inwestycja w maszyny CNC, tarcze CBN/diamentowe i systemy pomiarowe zwraca się w postaci wyższej jakości, mniejszej ilości wad i dłuższej żywotności produktów.
Zalecany minimalny czas na jeden element (przykładowo wałek Ø50 mm, długość 200 mm): 8–15 minut w zależności od materiału. Zawsze dokumentuj proces (checklista ISO 9001 lub IATF 16949). Jeśli dopiero zaczynasz – zacznij od szlifierki płaskiej CNC + tarcze CBN. W produkcji seryjnej przejdź na centerless lub centra 5-osiowe.
Opanowanie szlifowania powierzchni technicznych gwarantuje komponenty o parametrach laboratoryjnych, nawet w warunkach produkcyjnych. To klucz do konkurencyjności w erze Przemysłu 4.0.
Szlifowanie powierzchni technicznych to proces obróbki ściernej, który w przemyśle i rzemiośle wykracza daleko poza estetykę. W ujęciu inżynieryjnym jest to proces mikroskrawania, którego celem jest nadanie materiałowi ściśle określonych właściwości geometrycznych i fizycznych.
Poniżej przedstawiam szczegółową analizę procesów szlifowania w zależności od przeznaczenia technicznego.
1. Topografia powierzchni i parametry chropowatości
W szlifowaniu technicznym kluczowe jest nie tylko „wygładzenie”, ale uzyskanie odpowiedniej tekstury powierzchni. Parametry te mierzy się za pomocą profilometrów.
- Parametr $R_a$ (średnie odchylenie profilu): Najczęściej stosowany wskaźnik ogólnej gładkości.
- Nośność powierzchni: Ważna w elementach współpracujących (np. gładzie cylindrów). Szlifowanie techniczne pozwala uzyskać profil, który zatrzymuje film olejowy, jednocześnie minimalizując tarcie.
- Kierunkowość struktury: W niektórych procesach (np. przed klejeniem lub spawaniem) istotne jest, aby rysy po szlifowaniu przebiegały w określonym kierunku lub były całkowicie losowe (ruch mimośrodowy).
2. Podział ze względu na funkcję technologiczną
A. Szlifowanie przygotowawcze (Adhezyjne)
Stosowane przed malowaniem, klejeniem, lakierowaniem lub nakładaniem powłok galwanicznych.
- Cel: Usunięcie warstw pasywnych (tlenków), zanieczyszczeń i zwiększenie energii powierzchniowej.
- Efekt: Stworzenie tzw. „zamka mechanicznego”. Klej lub farba wnikają w mikronierówności, co drastycznie zwiększa przyczepność.
B. Szlifowanie spawalnicze i naprawcze
- Ukosowanie krawędzi: Nadanie odpowiedniego kąta (najczęściej 30-45°) krawędziom grubych blach, aby umożliwić pełny przetop spoiny.
- Oczyszczanie metalurgiczne: Usunięcie zgorzeliny i rdzy, które w łuku elektrycznym mogłyby powodować porowatość spoiny.
- Usuwanie wad (żłobienie): Wybieranie pęknięć w żeliwie lub stali za pomocą precyzyjnych frezów i ściernic przed ponownym spawaniem.
C. Szlifowanie pasowane (Mechanika precyzyjna)
Stosowane tam, gdzie wymagana jest wysoka tolerancja wymiarowa (np. IT6, IT7).
- Szlifowanie wałków i otworów: Uzyskanie pasowań ciasnych lub suwliwych w budowie maszyn.
- Planowanie powierzchni: Zapewnienie idealnej płaskości stykających się elementów (np. blok silnika – głowica), co gwarantuje szczelność bez konieczności stosowania grubych uszczelek.
3. Materiały ścierne i ich przeznaczenie
Wybór ziarna decyduje o czystości obróbki i temperaturze procesu:
| Rodzaj ziarna | Zastosowanie techniczne | Charakterystyka |
| Elektrokorund (AlO) | Stal czarna, drewno | Najbardziej powszechny, ekonomiczny. |
| Węglik krzemu (SiC) | Metale nieżelazne (Al, Cu), szkło, kamień | Bardzo twarde i ostre ziarno, kruche. |
| Ziarno cyrkonowe | Stal nierdzewna, ciężkie konstrukcje | Wytrzymałe na duże naciski, samoostrzące się. |
| Ziarno ceramiczne | Stale hartowane, stopy lotnicze | Najwyższa wydajność, chłodny szlif (nie przegrzewa materiału). |
4. BHP i kontrola procesu
Szlifowanie techniczne generuje pył metaliczny oraz iskry, co wymaga specyficznych zabezpieczeń:
- Zarządzanie pyłem: Stosowanie odciągów miejscowych o dużej mocy. W przypadku magnezu lub aluminium pył jest wybuchowy – wymagane są specjalne instalacje mokre.
- Kontrola termiczna: Nadmierne tarcie powoduje przypalenia (zmiany strukturalne w metalu). W szlifowaniu precyzyjnym stosuje się chłodziwa (emulsje olejowe).
- Weryfikacja jakości: Użycie wzorców chropowatości, czujników zegarowych lub mikrometrów do sprawdzenia geometrii po obróbce.
5. Kluczowe kroki procedury technicznej
- Odtłuszczenie wstępne: Usunięcie olejów konserwujących, aby nie „zapchały” tarczy ściernej.
- Dobór gradacji: Rozpoczęcie od ziarna grubego (usuwanie naddatku) do drobnego (wykończenie).
- Szlifowanie: Prowadzenie narzędzia ze stałym naciskiem i prędkością posuwu.
- Odpylanie i dekontaminacja: Usunięcie pozostałości ścierniwa, które mogłoby działać jak izolator lub ognisko korozji.
- Zabezpieczenie: Jeśli powierzchnia nie jest od razu malowana/klejona, należy ją zabezpieczyć przed korozją (chyba że jest to przygotowanie pod spawanie – wtedy powierzchnia musi pozostać „goła”).
Szlifowanie powierzchni technicznych wymaga doboru metody i ziarnistości zgodnie z wymaganym parametrem chropowatości (Ra/Rz), stabilnym mocowaniem i kontrolą temperatury — prawidłowy proces gwarantuje funkcję łożysk, uszczelnień i trwałość powłok.
Metody i kiedy je stosować
| Metoda | Zastosowanie | Typowy zakres ziaren | Efekt | Uwagi |
|---|---|---|---|---|
| Szlifowanie taśmowe | długie krawędzie, wyrównanie | 40–120 | szybkie usuwanie materiału | wymaga mocowania; ryzyko przegrzania. |
| Szlifierka mimośrodowa | wykończenie płaskie | 80–240 | równomierna struktura | niskie ryzyko przegrzania. |
| Szlifierka kątowa + listki | szybkie usuwanie powłok | 40–80 | agresywne usuwanie | kontrolować temperaturę i iskry. |
| Piaskowanie / śrutowanie | przygotowanie metali do powłok | śrut 0.2–1.2 mm | jednorodny profil | usuwa tlenki i rdzę; wymaga stanowiska. |
| Polerowanie / trzpienie | wykończenie precyzyjne | 240–1200 | niska chropowatość | do powierzchni optycznych i uszczelnień. |
Co jest najważniejsze
- Cel obróbki — określ wymagany parametr chropowatości (np. Ra lub Rz) i tolerancje; to decyduje o metodzie i ziarnie.
- Stabilne mocowanie — zapobiega falowaniu i odkształceniom; używaj miękkich podkładek przy cienkich elementach.
- Sekwencja ziaren — przechodź od agresywnego do wykończeniowego (np. 80→120→240→400) aby uzyskać przewidywalny profil.
- Kontrola temperatury — przerwy i chłodzenie zapobiegają przegrzaniu, które zmienia właściwości materiału.
Procedura krok po kroku
- Ocena i dokumentacja: zmierz obecny Ra, sprawdź rysunki techniczne i wymagania powłok.
- Wstępne oczyszczenie: usuń oleje, luźne powłoki i zanieczyszczenia.
- Wyrównanie: użyj taśmy lub kątówki z grubszym ziarnem do usunięcia nadmiaru materiału.
- Stopniowe wygładzanie: przechodź do drobniejszych ziaren aż do osiągnięcia wymaganego Ra.
- Kontrola: profilometria lub wzorce porównawcze; dokumentuj wyniki.
- Czyszczenie końcowe: odkurz, odtłuść i zabezpiecz powierzchnię zgodnie z przeznaczeniem.
Ryzyka i środki zaradcze
- Przegrzanie i zmiana struktury — stosuj krótkie cykle pracy i chłodzenie; unikaj nadmiernego docisku.
- Nierównomierny profil — użyj maszyn o stabilnym ruchu i kontroluj kierunek szlifu; falistość wskazuje na drgania lub złe mocowanie.
- Zanieczyszczenia — narzędzia i ścierniwa muszą być czyste; opiłki stalowe powodują korozję kontaktową.
Kontrola jakości i dokumentacja
- Pomiary: użyj profilometru stykowego lub optycznego; zapisuj Ra, Rz i lokalizację pomiaru.
- Akceptacja: porównaj z rysunkiem technicznym (symbol chropowatości zgodny z normą).
Krótka checklista przed pracą
- potwierdzone wymagane Ra;
- dobrane narzędzia i sekwencja ziaren;
- mocowanie i ochrona elementu;
- plan chłodzenia i odciągu pyłu;
- protokół pomiarowy i dokumentacja.
Jeśli podasz materiał, wymiary, wymagany parametr Ra i dostępne narzędzia, przygotuję procedurę gotową do wdrożenia z konkretnymi numerami ziaren, prędkościami posuwu i listą kontrolną BHP.
🛠️ Szlifowanie Powierzchni Technicznych: Jak Nie Zrobić Z Maszyny „Trzęsącej Się Galarety” i Osiągnąć Mikronową Perfekcję! 🚀
Znasz to absolutnie frustrujące, mrożące krew w spracowanych żyłach uczucie? Mamy przepiękny, rześki wtorek, 21 kwietnia 2026 roku. Nasza legendarna, wiecznie uśmiechnięta brygada uderzeniowa Mobilnego Diaxa właśnie z wielką dumą ładuje diamentowy sprzęt do naszego lśniącego busa po epickiej akcji w malowniczym Chotomowie, a Ty stoisz przed wyzwaniem życia. Masz przed sobą powierzchnie techniczne – prowadnice, przylgnie, kołnierze czy czopy wałów – które muszą do siebie pasować z dokładnością do mikrona, a wyglądają, jakby ktoś je ciosał tępym toporkiem w mroku średniowiecza! 😱
W Twojej głowie natychmiast odpala się ten zdradliwy plan: „Eee, co to za problem? Wezmę starą szlifierkę, papier ścierny 'setkę’ i jakoś to na oko wyrównam, a potem dociągnę śrubą!” Stop! Szlifowanie powierzchni technicznych to nie jest „głaskanie metalu”. To walka o tarcie, pasowanie i życie Twoich maszyn. Jeśli tu zawalisz, Twoja konstrukcja będzie miała stabilność domku z kart na wietrze!
Wkracza Mobilny Diax – absolutni wirtuozi technicznej gładkości, pogromcy zgorzeliny i mistrzowie inżynieryjnego planowania! My sprawiamy, że metal staje się tak gładki, że nawet cząsteczki powietrza mają problem z utrzymaniem równowagi! 🏗️🔩🏆
👉 TELEFON RATUNKOWY DLA TWOJEJ TECHNIKI: ☎️ 570 933 114
👉 NASZA STRONA: 🌐 https://mobilnydiax.pl/
🚨 Potencjalne Awarie, Czyli Jak Zmienić Maszynę w Kupę Złomu 🏗️
Szlifowanie powierzchni technicznych to fundament mechaniki. Jeśli pozwolisz „pobawić się” tym amatorowi, przygotuj się na takie potencjalne awarie:
- Przegrzanie Materiałowe (Zmiany Strukturalne): Zbyt mocny docisk bez chłodzenia sprawia, że stal zmienia kolor na fioletowy. To nie jest tuning wizualny – to znak, że metal w tym miejscu stracił twardość i właściwości techniczne. Maszyna pęknie przy pierwszym obciążeniu! 🫠🔥
- Brak Płaskości (Efekt „Bananowej Prowadnicy”): Szlifowanie ręczne bez prowadnic zawsze kończy się zrobieniem „soczewki”. Gdy skręcisz takie części, powstają gigantyczne naprężenia, które zniszczą łożyska w ułamku sekundy. 📉
- Zanieczyszczenie Cząsteczkami Ściernymi: Jeśli po szlifowaniu nie oczyścisz powierzchni profesjonalnie, resztki korundu zadziałają jak pasta ścierna wewnątrz silnika czy przekładni. Gratulacje – właśnie skróciłeś życie maszyny o 90%! 🩸🔧
- Zjawisko „Zatarcia na sucho”: Zbyt gładka powierzchnia (tzw. lustro) może paradoksalnie uniemożliwić utrzymanie filmu olejowego, co doprowadzi do gwałtownego zatarcia części. 🛑
🏰 Stalowe Twierdze i Zamki – Gdzie Szlif Musi Siedzieć Sztywno! 🏯
Każda precyzyjnie docięta i oszlifowana powierzchnia to część Twojej prywatnej twierdzy. A każda twierdza, by chronić swoje skarby, potrzebuje zamka, który nie drgnie ani o milimetr! Jako eksperci od metalu, znamy je wszystkie:
- Zamek Królewski w Warszawie: Symbol majestatu i potęgi! Gdyby król Zygmunt III Waza musiał zamontować nowe wrota obronne, Mobilny Diax szlifowałby stalowe zawiasy do idealnego poziomu, by otwierały się jednym palcem. Nasz szlif jest godny królewskiej korony! 👑
- Zamek Wpuszczany (Techniczny): Montowany w bramach i maszynach. Przygotowujemy gniazda tak gładko, że mechanizm pracuje bezszelestnie, a blacha czołowa licuje się z profilem co do mikrona. 🔒
- Zamek Błyskawiczny (Suwak): Najbardziej mściwy mechanizm świata. Zawsze zacina się w roboczej kurtce dokładnie wtedy, gdy masz w ręku precyzyjną szlifierkę i pełne skupienie na osiąganiu mikronów. 👖😂
- Zamek z Piasku: Nietrwała konstrukcja budowana przez dzieci na plażach. Ma taką samą trwałość jak montaż maszyny na nieszlifowanej powierzchni – rozsypie się przy pierwszym uruchomieniu! 🏖️
💨 Mega Hit: Gorąca Para 180°C i Eksmisja „Ducha Palacza”! 🚬🚫
Szlifowanie techniczne to sterylna robota, ale Twoje auto po całym dniu pracy może taką sterylnością nie grzeszyć! Jeśli Twój bus brygadowy albo auto szefa pachnie tak, jakby przez dekadę mieszkał w nim nałogowy palacz „Mocnych”, a klimatyzacja zieje zgnilizną – mamy rozwiązanie! 🤢
Ten lepki, żółty smród nikotyny to wróg, którego nie zabijesz choinką zapachową. Mobilny Diax odpala swoją tajną broń: czyszczenie klimatyzacji i wnętrz suchą parą 180°C! 🌡️ To termiczna egzekucja odorów! Para pod ogromnym ciśnieniem rozbija cząsteczki smoły, gotuje bakterie i zabija pleśń w parowniku AC. Po naszej akcji w samochodzie pachnie tak rześko, jakbyś właśnie otworzył okno w chacie na szczycie Kasprowego Wierchu o świcie! 🏔️✨ Oddychaj wreszcie pełną piersią, jak prawdziwy inżynier! 😂
🧪 Fizyka Szlifu: Dlaczego Gładkość To Potęga? (LaTeX w Akcji)
Przy szlifowaniu powierzchni technicznych walczymy o odpowiedni współczynnik tarcia $\mu$. Siła tarcia $F_f$ zależy od nacisku $F_n$:
$$F_f = \mu \cdot F_n$$
Ale to nie wszystko! Kluczowe jest zwiększenie powierzchni rzeczywistego styku $A_r$. W przypadku powierzchni chropowatych, rzeczywisty styk zachodzi tylko na wierzchołkach nierówności. My dążymy do tego, by $A_r$ było jak najbliższe powierzchni nominalnej $A_n$:
$$\sigma_{contact} = \frac{F}{A_r}$$
Im mniejsze $A_r$, tym większe naprężenia lokalne $\sigma_{contact}$, co prowadzi do szybszego zużycia materiału. My w Mobilnym Diaxie sprowadzamy chropowatość $R_a$ do wartości idealnych dla Twojej technologii! 🧪📐
🗺️ Turystyka Szlifierska: Gdzie Pędzi Nasz Lśniący Bus? 🚜
Nasz żółto-pomarańczowy bus (startujący rano z sielskiego Chotomowa, pędzący przez drogi Mazowsza) wiezie precyzję tam, gdzie technika wymaga wsparcia. Obsługujemy:
- Warszawa: Od nowoczesnych wieżowców na Woli (ul. Towarowa, Prosta), przez biura i parki technologiczne na Mokotowie (ul. Wołoska, Domaniewska), po rezydencje na Białołęce i Wilanowie. Szlifujemy pod maszyny na Ursynowie i Targówku. 🏙️
- Konstancin-Jeziorna: W tym uzdrowiskowym raju przygotowujemy powierzchnie techniczne w luksusowych rezydencjach w wioskach Gassy, Bielawa, Obory, Habdzinek i Słomczyn. Tu każdy szlif musi być tak cichy jak szept w parku zdrojowym! 🌲🏰
- Pruszków: Nasza baza na zachodzie! Obsługujemy warsztaty i zakłady przemysłowe przy ul. Wojska Polskiego oraz w okolicach – Komorów, Parzniew, Otrębusy, Kanie i Brwinów. Jeśli Twoja hala potrzebuje mobilnej pomocy, jesteśmy u Ciebie w mig! 🏭
- Wołomin: Tu twardzi ludzie wymagają twardej i precyzyjnej roboty. Wpadamy do Kobyłki, Zagościńca, Duczek, Lipinek i Majdanu. Nawet w miejscowości Ciemne po naszym szlifowaniu wszystko robi się jasne i dopasowane! 🚜🌾
💰 Cena Spokoju – Ile Kosztuje Mikronowa Precyzja?
Koszt szlifowania powierzchni technicznych zależy od twardości materiału, wymaganej klasy chropowatości i dostępu do elementu.
📌 Orientacyjnie: od 20 zł do 250 zł za punkt montażowy/metr bieżący. Pamiętaj – wymiana zatartych prowadnic kosztuje dziesięć razy tyle!
Zadzwoń, zamów szlifowanie powierzchni technicznych i ciesz się maszyną, która mruczy z zadowolenia!
👉 KOMÓRKA: ☎️ 570 933 114
👉 INTERNET: 🌐 https://mobilnydiax.pl/
Mobilny Diax – Szlifujemy przyszłość Twojej techniki! 🚀🔥🧱
Czy Twoja powierzchnia wymaga szlifowania na „lustro”, czy potrzebujesz zachować odpowiednią strukturę pod film olejowy (tzw. honowanie)?
- richconn.comWyjaśnienie chropowatości powierzchni: Ra, Rq, Rz i innehttps://richconn.com/pl/surface-roughness/
- pl.misumi-ec.comObróbka procesów i chropowatość powierzchni – pl.misumi-ec.comhttps://pl.misumi-ec.com/pl/techblog/przewodnik-techniczny/procesy-obrobki-chropowatosc-powierzchni/
- honwaygroup.comTabela porównawcza polerowania, szlifowania i chropowatości powierzchni …https://honwaygroup.com/pl/tabela-porownawcza-polerowania-szlifowania-i-chropowatosci-powierzchni/
- FaktorPomiar chropowatości powierzchni – przewodnikhttps://faktor.net.pl/strefa-eksperta/pomiar-chropowatosci-powierzchni-metody-przyrzady-i-praktyczne-wskazowki
- Wydział Mechaniczny UMGChropowatość powierzchnihttps://wm.umg.edu.pl/cwiczenia/grafika/oznaczanie_chropowatosci_materaily_pomocnicze.pdf
Related results
- www.machining-custom.comWykres chropowatości powierzchni: zrozumienie wykończenia powierzchni w …https://www.machining-custom.com/pl/blog/surface-roughness-chart.html
- Nesta SCNesta – Szlifowanie metalu i klasa chropowatości – znaczenie …https://nesta.pl/info/blog/szlifowanie-metalu-i-klasa-chropowatosci-znaczenie-precyzyjnej-obrobki-powierzchni
- Artizono MachineryKompleksowy przewodnik po jakości wykończenia powierzchni w szlifowaniu …https://artizono.com/pl/kompleksowy-przewodnik-po-jakosci-wykonczenia-powierzchni-w-szlifowaniu-cnc/
- ObliczeniowoChropowatość powierzchnihttps://www.obliczeniowo.com.pl/322
- www.zintilon.comWykończenie powierzchni 101: Kompleksowy przewodnik po chropowatości …https://www.zintilon.com/pl/
Szlifowanie powierzchni technicznych – precyzja, płaskość, chropowatość | Mobilny Diax Warszawa
📞 570 933 114 | 🌐 https://mobilnydiax.pl
Powierzchnia techniczna to nie jest powierzchnia ładna. To powierzchnia, która ma spełniać funkcję: uszczelniać, prowadzić, przylegać, trzymać tolerancję.
Masz płytę bazową pod maszynę w hali w Ursusie i musi być płaska w 0,1 mm. Masz stół spawalniczy na Woli i jest pofalowany po spawaniu. Masz prowadnicę w prasie na Mokotowie i jest zużyta.
Szlifowanie powierzchni technicznych to usuwanie nierówności z zachowaniem płaskości i chropowatości.
W Mobilnym Diax szlifujemy mobilnie powierzchnie techniczne w Warszawie.
Co szlifujemy
- płyty bazowe pod maszyny
- stoły spawalnicze i montażowe
- prowadnice liniowe
- powierzchnie uszczelnień
- formy
- płyty dociskowe
Jak szlifujemy
Szlifierka do płaszczyzn z prowadnicą
Utrzymujemy płaskość 0,2 mm na metrze. Szlifujemy krzyżowo.
Szlifierka taśmowa szeroka
Do dużych płyt.
Szlifierka oscylacyjna
Do wykończenia, chropowatość Ra 1,6-3,2.
Mierzymy płaskość liniałem i szczelinomierzem.
Zastosowania
- przygotowanie pod uszczelki
- regeneracja stołów
- wyrównywanie po spawaniu
- przygotowanie pod klejenie precyzyjne
Cennik
- szlifowanie techniczne stali: od 120 zł/m2
- szlifowanie płyt bazowych: od 150 zł/m2
- pomiar płaskości: w cenie
Minimalne zlecenie 350 zł.
Potrzebujesz precyzyjnego szlifowania
📞 570 933 114
🌐 https://mobilnydiax.pl
Mobilny Diax – szlifowanie techniczne na miejscu.
Pingback: Cięcie blachy ocynkowanej – MOBILNY SZLIFIERZ
Pingback: Szlifowanie aluminium – MOBILNY SZLIFIERZ
Pingback: Szlifowanie elementów maszyn – MOBILNY SZLIFIERZ
Pingback: Szlifowanie powierzchni konstrukcji – MOBILNY SZLIFIERZ
Pingback: Szlifowanie powierzchni pod montaż – MOBILNY SZLIFIERZ
Pingback: Szlifowanie powierzchni pod spawanie – MOBILNY SZLIFIERZ
Pingback: Szlifowanie powierzchni pod klejenie – MOBILNY SZLIFIERZ
Pingback: Szlifowanie powierzchni pod malowanie – MOBILNY SZLIFIERZ
Pingback: Oczyszczanie spoin – MOBILNY SZLIFIERZ
Pingback: CO WYKONUJE MOBILNY DIAX? – MOBILNY SZLIFIERZ