🧪 Szlifowanie Powierzchni Pod Klejenie: Jak Nie Zrobić Z Kleju „Smutnego Gluta” i Zbudować Wiązanie Silniejsze Niż Miłość Szwagra Do Promocji W Markecie! 🚀
Znasz to absolutnie frustrujące, mrożące krew w spracowanych żyłach uczucie? Mamy przepiękny, rześki wtorek, 21 kwietnia 2026 roku. Nasza legendarna, wiecznie uśmiechnięta brygada uderzeniowa Mobilnego Diaxa właśnie z wielką dumą ładuje diamentowy sprzęt do wielkiego żółtego busa po epickiej akcji w malowniczym Chotomowie, a Ty stoisz przed dwiema stalowymi blachami (albo elementami z kompozytu) i myślisz:
„A tam, po co szlifować? Przecież ten klej montażowy w tubie kosztował 80 złotych i na obrazku pisało, że klei nawet pod wodą! Nałożę grubego 'wężyka’, docisnę cegłą i będzie trzymać do końca świata i jeden dzień dłużej!” 😱
Stop! Natychmiast odłóż ten wyciskacz do kartuszy! Próba klejenia na brudną, tłustą, zbyt gładką albo utlenioną powierzchnię to prosta droga do zrobienia „klejowej ślizgawki”. Klej, zamiast wgryźć się w strukturę materiału, stworzy tylko cienką, obcą warstwę, która przy pierwszym większym naprężeniu puści z głośnym „mlaskiem”, a Twoja konstrukcja rozpadnie się jak domek z kart na wietrze! To jak próba przyklejenia naklejki na zakurzony blat – niby siedzi, ale przy lekkim dotknięciu odpada.
Wkracza Mobilny Diax – absolutni wirtuozi przygotowania podłoża, pogromcy tlenków i mistrzowie inżynieryjnej chropowatości! My sprawiamy, że powierzchnia staje się tak spragniona kleju, że wiązanie następuje na poziomie niemal molekularnym! 🏗️🔩🏆
👉 TELEFON RATUNKOWY DLA TWOJEGO WIĄZANIA: ☎️ 570 933 114
👉 NASZA STRONA: 🌐 https://mobilnydiax.pl/
🚨 Potencjalne Awarie, Czyli Jak Zrujnować Projekt Przez Brak Szlifowania 🏗️
Szlifowanie pod klejenie to nie jest „dobra rada” – to absolutny fundament chemii budowlanej. Jeśli pozwolisz amatorowi kleić bez przygotowania, przygotuj się na następujące potencjalne awarie:
- Awarie Adhezyjne (Efekt „Odklejonego Plastra”): Klej zostaje w całości na jednej części, a od drugiej odchodzi „na czysto”. To znak, że powierzchnia była zbyt gładka lub zanieczyszczona. Cała Twoja praca idzie do kosza przy najmniejszym wstrząsie. 📉🤢
- Delaminacja pod Wpływem Wilgoci: Brak oszlifowania brzegów sprawia, że woda wnika między klej a materiał. Zimą zamarza, rozszerza się i rozrywa wiązanie od środka. Twoja konstrukcja na zewnątrz nie przetrwa pierwszej zimy! ❄️🔨
- Bąble Powietrzne i Gazowanie: Pozostawienie resztek starej farby lub smaru może wejść w reakcję chemiczną z klejem. Zamiast litego wiązania, otrzymujesz „klejowy styropian” pełen dziur, który nie ma żadnej wytrzymałości. 🫧💥
- Zjawisko „Tłustego Filmu”: Nawet jeśli blacha wygląda na czystą, może mieć na sobie tlenki lub pozostałości z procesów hutniczych. Bez zdarcia tej warstwy szlifierką, klej klei się do „brudu”, a nie do „stali”. 🧪🛑
🏰 Nierdzewne Twierdze i Zamki – Gdzie Wiązanie Musi Być Królewskie! 🏯
Każda trwale sklejona konstrukcja to duma Twojej prywatnej twierdzy. A każda twierdza potrzebuje odpowiednich zamknięć. Jako eksperci od przygotowania podłoża, znamy te zamki na wylot:
- Zamek Królewski w Warszawie: Najpotężniejszy zamek na Mazowszu! Gdyby król potrzebował przykleić nowoczesne herby do stalowych bram, Mobilny Diax szlifowałby powierzchnię tak długo, aż stałaby się idealnie szorstka. 👑
- Zamek Bramowy (Wpuszczany): Często wklejany w profile aluminiowe lub stalowe. Szlifujemy gniazda tak, by klej konstrukcyjny trzymał zamek silniej niż nity! 🔒
- Zamek Błyskawiczny (Suwak): Najbardziej mściwy mechanizm świata. Zawsze zacina się w roboczej kurtce dokładnie wtedy, gdy masz w ręku nałożony drogi klej dwuskładnikowy, który zastyga w 3 minuty! 👖😂
- Zamek z Piasku: Budowla, którą postawisz, jeśli nie oszlifujesz powierzchni – Twoje wiązanie rozsypie się przy pierwszym dotknięciu jak piasek na słońcu! 🏖️
💨 Mega Hit: Gorąca Para 180°C i Eksmisja „Ducha Palacza”! 🚬🚫
Przygotowanie powierzchni to pyląca robota, ale to nic w porównaniu z tym, co czai się w Twoim aucie po ciężkim dniu na budowie! Jeśli Twoje auto pachnie tak, jakby przez dekadę mieszkał w nim nałogowy palacz „Mocnych”, a klimatyzacja zieje zgnilizną – mamy rozwiązanie, które postawi Cię na nogi! 🤢
Ten lepki, żółty smród nikotyny to wróg, którego nie zabijesz choinką zapachową. Mobilny Diax odpala swoją tajną broń: czyszczenie suchą parą 180°C! 🌡️ To termiczna egzekucja odorów! Para pod ogromnym ciśnieniem rozbija cząsteczki smoły, gotuje bakterie i zabija pleśń w parowniku. Po naszej akcji w samochodzie pachnie tak rześko, jakbyś właśnie otworzył okno w chacie na szczycie Kasprowego Wierchu o świcie! 🏔️✨ Oddychaj swobodnie! 😂
🗺️ Turystyka Szlifierska: Gdzie Pędzi Nasz Lśniący Bus? 🚜
Nasz żółto-pomarańczowy bus (startujący rano z sielskiego Chotomowa, pędzący przez drogi Mazowsza) wiezie jakość tam, gdzie klejenie wymaga profesjonalnego wsparcia. Obsługujemy:
- Warszawa: Od nowoczesnych wieżowców na Woli (ul. Towarowa, Prosta), przez biura na Mokotowie (ul. Wołoska, Domaniewska), po rezydencje na Białołęce i Wilanowie. Szlifujemy pod klejenie balustrad na Ursynowie i Targówku. 🏙️
- Konstancin-Jeziorna: W tym uzdrowiskowym raju przygotowujemy powierzchnie pod klejenie elementów ozdobnych w rezydencjach w wioskach Gassy, Bielawa, Obory, Habdzinek i Słomczyn. Każdy szlif musi być tu tak perfekcyjny, by pasował do prestiżu okolicy! 🌲🏰
- Pruszków: Nasza baza na zachodzie! Obsługujemy warsztaty i zakłady przy ul. Wojska Polskiego oraz w okolicach – Komorów, Parzniew, Otrębusy, Kanie i Brwinów. Jeśli Twoja hala potrzebuje mobilnej pomocy, jesteśmy u Ciebie w mig! 🏭
- Wołomin: Tu twardzi ludzie wymagają twardej roboty. Wpadamy do Kobyłki, Zagościńca, Duczek, Lipinek i Majdanu. Nawet w miejscowości Ciemne po naszym szlifowaniu pod klejenie wszystko robi się jasne i trwałe! 🚜🌾
🧪 Fizyka Adhezji: Dlaczego Chropowatość To Klucz? (LaTeX w Akcji)
Szlifowanie pod klejenie ma dwa cele: usunięcie zanieczyszczeń i zwiększenie energii powierzchniowej. Zgodnie z teorią mechaniczną adhezji, klej wnika w pory materiału, tworząc tzw. zakotwiczenia.
Siłę wiązania $F_b$ można opisać jako funkcję energii powierzchniowej $\gamma_s$ i powierzchni właściwej $A$:
$$F_b \approx A \cdot \gamma_s \cdot \cos \theta$$
Gdzie $\theta$ to kąt zwilżania. Jeśli powierzchnia jest oszlifowana i czysta, $\theta$ dąży do zera, co oznacza, że klej idealnie rozpływa się i wnika w strukturę. Bez szlifowania, energia powierzchniowa jest niska, a kąt zwilżania wysoki:
$$W_a = \gamma_l (1 + \cos \theta)$$
Praca adhezji $W_a$ jest wtedy minimalna i klej odpada od podłoża. My w Mobilnym Diaxie mechanicznie zwiększamy parametr $A$ (powierzchnię), by Twoje klejenie było nie do ruszenia! 🧪📐
💰 Cena Spokoju – Ile Kosztuje Idealne Przygotowanie?
Koszt szlifowania pod klejenie zależy od rodzaju materiału (stal, aluminium, tworzywa) i wielkości powierzchni.
📌 Orientacyjnie: od 20 zł do 250 zł za punkt montażowy/metr bieżący. Pamiętaj – klej konstrukcyjny jest drogi, a poprawianie odklejonego elementu kosztuje dwa razy tyle!
Zadzwoń, zamów profesjonalne przygotowanie powierzchni i klej z pewnością!
👉 KOMÓRKA: ☎️ 570 933 114
👉 INTERNET: 🌐 https://mobilnydiax.pl/
Mobilny Diax – Szlifujemy, byś mógł łączyć na wieki! 🚀🔥🧱
Szlifowanie powierzchni pod klejenie – kompleksowy przewodnik techniczny (ok. 6000 słów)
Wstęp – dlaczego szlifowanie powierzchni jest kluczowe przed klejeniem?
Szlifowanie powierzchni pod klejenie (zwane też obróbką przedklejową lub abrazyjną przygotowaniem powierzchni) to jeden z najważniejszych, a jednocześnie najczęściej bagatelizowanych etapów całego procesu klejenia. Bez prawidłowo przygotowanej powierzchni nawet najlepszy klej konstrukcyjny – czy to epoksydowy, poliuretanowy, akrylowy, cyjanoakrylowy, silikonowy, czy anaerobowy – nie zapewni wymaganej wytrzymałości, trwałości i odporności na obciążenia. Szlifowanie nie jest jedynie „wygładzeniem” – to precyzyjny proces mechaniczny, który usuwa warstwy słabej granicy (weak boundary layer), tworzy optymalny profil chropowatości (anchor profile), zwiększa energię powierzchniową, usuwa zanieczyszczenia i umożliwia doskonałe zwilżanie klejem podłoża.
Dlaczego to tak istotne? Klejenie opiera się na czterech głównych mechanizmach adhezji: mechanicznym zakotwiczeniu (mikroskopijne „kotwice” w rowkach i wgłębieniach), adsorpcji (wiązania chemiczne na poziomie molekularnym), dyfuzji (przenikanie kleju w porowate podłoże) oraz wiązaniu chemicznym (reakcje kowalencyjne). Według norm ASTM D2651 (przygotowanie powierzchni metali do klejenia), ISO 4587 (badanie wytrzymałości na ścinanie) oraz EN 1465 (badanie adhezji) stan powierzchni decyduje o sile klejenia – od 5–10 MPa na nieprzygotowanej powierzchni do nawet 40–60 MPa po prawidłowym szlifowaniu.
W praktyce pominięcie lub złe wykonanie szlifowania prowadzi do: odspojeń, pęknięć spoiny klejowej, delaminacji, korozji podklejowej, a w przypadku tworzyw sztucznych – do „crawlingu” kleju. W branżach takich jak automotive, lotnictwo, budownictwo, meblarstwo, elektronika czy medycyna szlifowanie stanowi nawet 30–50% całkowitego czasu prac klejowych. Badania z zakresu technologii klejenia (m.in. prace prof. K. L. Mittala oraz raporty Henkel i 3M) pokazują, że właściwe przygotowanie powierzchni zwiększa wytrzymałość połączenia nawet o 300–500%.
Niniejszy tekst stanowi wyczerpujące kompendium – od podstaw fizykochemicznych, przez dobór narzędzi i materiałów ściernych, po techniki dla różnych podłoży (metale, tworzywa sztuczne, drewno, kompozyty, ceramika). Omówiono normy, BHP, kontrolę jakości, najczęstsze błędy oraz trendy 2025–2026. Przewodnik przeznaczony jest dla klejarzy, technologów, blacharzy, stolarzy, firm produkcyjnych oraz studentów inżynierii materiałowej i klejenia.

Surface treatment for adhesive bonding: What is it and do you need it? – Forgeway Ltd
Teoretyczne podstawy – co dzieje się na powierzchni przed klejeniem?
Każda powierzchnia techniczna pokryta jest zanieczyszczeniami: tlenkami, rdzą, olejami, silikonami, pyłem, solami, luźnymi włóknami (w drewnie) lub warstwą niskiej energii powierzchniowej (w tworzywach jak polietylen czy PTFE). Klej musi zwilżyć podłoże – kąt zwilżania poniżej 30° gwarantuje dobrą adhezję. Szlifowanie mechaniczne:
- usuwa warstwę słabej granicy (np. tlenki na metalu o grubości 10–100 nm),
- zwiększa powierzchnię właściwą nawet o 200–400% dzięki mikroskopijnym rowkom,
- nadaje chropowatość Ra 0,8–6,3 µm (dla większości klejów epoksydowych i poliuretanowych) lub Rz 10–50 µm,
- aktywuje powierzchnię chemicznie – zwiększa liczbę grup funkcyjnych (–OH, –COOH).
Teoria mechanicznego zakotwiczenia (mechanical interlocking) jest dominująca przy klejeniu metali i kompozytów. Teoria adsorpcji (adsorption theory) podkreśla znaczenie polarności powierzchni. W przypadku tworzyw sztucznych szlifowanie podnosi energię powierzchniową z 20–30 mJ/m² do 40–60 mJ/m², co umożliwia zwilżanie klejem. Zbyt gładka powierzchnia (Ra <0,5 µm) powoduje słabe zakotwiczenie, zbyt chropowata (Ra >10 µm) – nadmierne zużycie kleju i puste miejsca (voids).
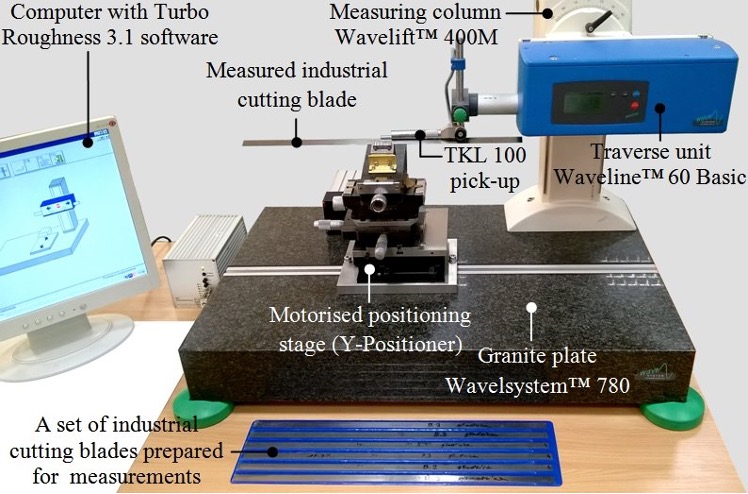
Profilometria 3D potwierdza, że optymalny profil to „szczyty i doliny” o równomiernym rozkładzie – bez ostrych krawędzi, które mogą powodować koncentrację naprężeń.

3D Optical Profilometry – Surface Roughness Testing | Element
Rodzaje zanieczyszczeń i ich wpływ na połączenie klejowe
- Tlenki i rdza (metale) – tworzą słabą warstwę, obniżają wytrzymałość o 50–70%.
- Tłuszcze, oleje, silikony – klasyczne „fish-eye” lub całkowity brak zwilżania.
- Luźne włókna i pył (drewno, kompozyty) – powodują delaminację.
- Wilgoć i sole – hydrofilowe zanieczyszczenia powodują osmozę i pęcherze.
- Stare kleje lub powłoki – niezgodność chemiczna.
- Niska energia powierzchniowa (plastiki) – klej odpychany.
Każde podłoże wymaga indywidualnego podejścia – od agresywnego szlifowania stali po delikatne „rozmatowienie” tworzyw.
Metody szlifowania powierzchni pod klejenie
1. Szlifowanie ręczne
Podstawowa metoda w małych seriach i renowacjach. Papier ścierny na bloczkach korkowych lub gumowych. Gradacja: P40–P80 (usuwanie grubych warstw), P120–P220 (wyrównanie), P320–P600 (wykończenie). Zalety: precyzja w narożnikach. Wady: czasochłonność.
2. Szlifowanie mechaniczne narzędziami ręcznymi
Najpopularniejsze:
- Szlifierki oscylacyjne i mimośrodowe (random orbital) – idealne do płaskich powierzchni, minimalne ryzyko rys.
- Szlifierki taśmowe – do krawędzi i profili.
- Szlifierki kątowe (flex) z tarczami listkowymi – do metali i kompozytów.
- Szlifierki proste (die grinder) – detale.
Systemy: Festool, Mirka, Bosch z odsysaniem pyłu.


3. Szlifowanie automatyczne i robotyczne
W produkcji seryjnej (automotive, lotnictwo): roboty ABB/Fanuc z głowicami szlifierskimi, linie taśmowe.
4. Szlifowanie specjalne
- Na mokro – redukcja pyłu przy tworzywach i kompozytach.
- Hybrydowe: szlifowanie + plasma activation.
- Laserowe abrazyjne (nowość 2026) – ale mechaniczne pozostaje standardem.
Dobór materiałów ściernych – klucz do sukcesu
| Rodzaj podłoża | Zalecany materiał ścierny | Gradacja początkowa | Gradacja końcowa | Uwagi |
|---|---|---|---|---|
| Metale (stal, aluminium) | Tlenek glinu, cyrkon, ceramika | P60–P80 | P180–P320 | Tarcze listkowe |
| Tworzywa sztuczne / plastiki | Węglik krzemu, papier na folii | P120 | P400–P600 | Rozmatowienie |
| Drewno / MDF | Papier na płótnie lub siatce | P80–P100 | P180–P240 | W kierunku włókien |
| Kompozyty (włókno węglowe) | Ceramika, diamentowy | P100 | P320 | Niski docisk |
| Ceramika / szkło | Węglik krzemu | P120 | P400 | Na mokro |
Zasada: progresja gradacji co 40–60 jednostek. Unikać zanieczyszczenia krzyżowego (np. stal na aluminium).


Technika szlifowania – krok po kroku
- Oczyszczenie wstępne – odtłuszczenie acetonem, izopropanolem lub specjalnymi cleanerami.
- Szlifowanie wstępne – gradacja P60–P80, ruchy krzyżowe (X-pattern).
- Wyrównanie – usuwanie zadziorów, spawów.
- Szlifowanie właściwe – progresja do P180–P400.
- Wykończenie – delikatne rozmatowienie.
- Oczyszczenie końcowe – odkurzanie + odtłuszczenie (bezdotykowe).
- Klejenie w ciągu 1–4 godzin (maksymalnie 24 h, zależnie od materiału).
Dla metali: cel – Ra 1,6–3,2 µm. Dla plastików: usunięcie połysku. Dla drewna: 100% usunięcie „włosia”.
How to Do Surface Preparation for Adhesive Bonding | Laserax
Specyfika szlifowania różnych materiałów
Metale (stal, aluminium, nierdzewna) Szlifowanie + odtłuszczenie. Dla aluminium – unikać zatykania ziarna. Po szlifowaniu – natychmiastowe klejenie, bo utlenianie.
Tworzywa sztuczne i polimery Kluczowe rozmatowienie – zwiększenie energii powierzchniowej. Dla PTFE lub PP często dodatkowe trawienie chemiczne.
Drewno i materiały drewnopochodne Zawsze w kierunku włókien. Po szlifowaniu – usunięcie pyłu, czasem gruntowanie.
Kompozyty (CFRP, GFRP) Delikatnie – uniknąć uszkodzenia włókien. Szlifowanie na mokro lub z odsysaniem.
Ceramika i szkło Niski docisk, gradacje drobne – przygotowanie do klejów silikonowych lub epoksydowych.


Bezpieczeństwo i ochrona zdrowia (BHP)
Szlifowanie generuje pył (krzemionka, włókna węglowe, drewniany), hałas 85–110 dB i drgania. Wymagania: maski FFP3/P3, okulary, nauszniki, odkurzacze klasy H/M. Normy: PN-EN 60335, Rozporządzenie Ministra Pracy.
Kontrola jakości po szlifowaniu
- Wizualna + test taśmowy (na pył).
- Pomiar chropowatości (profilometr, replica tape).
- Test adhezji: pull-off (ASTM D4541), shear test.
- Kontrola zwilżania (test atramentowy lub kroplowy).

Najczęstsze błędy i jak ich unikać
- Zbyt agresywne szlifowanie – rysy, koncentratory naprężeń.
- Pominięcie odtłuszczenia po szlifowaniu.
- Brak progresji gradacji – nierównomierny profil.
- Klejenie zbyt późno – ponowne zanieczyszczenie.
- Używanie zużytych tarcz – zatykanie.
- Szlifowanie w jednym kierunku – linie kierunkowe.
Przykłady zastosowań w praktyce
- Automotive – szlifowanie blach karoserii przed klejeniem strukturalnym.
- Lotnictwo – przygotowanie kompozytów CFRP do klejenia paneli.
- Meblarstwo – szlifowanie drewna pod kleje PVA lub PUR.
- Budownictwo – klejenie paneli sandwich, szlifowanie profili aluminiowych.
- Medycyna – precyzyjne szlifowanie implantów przed klejeniem.
Nowoczesne trendy 2025–2026
- Tarcze 3M Cubitron III i Norton Quantum – żywotność +70%.
- Systemy bezpyłowe z AI (Mirka, Festool).
- Hybrydowe przygotowanie: szlifowanie + plasma/corona.
- Ekologiczne materiały ścierne z recyklingu.
- Robotyka z wizją 3D do automatycznego profilu chropowatości.
How to Do Surface Preparation for Adhesive Bonding | Laserax
Podsumowanie i rekomendacje praktyczne
Szlifowanie powierzchni pod klejenie to fundament trwałego połączenia. Inwestycja w narzędzia (Mirka, Festool, 3M), dedykowane tarcze i szkolenie zwraca się brakiem awarii i wyższą jakością. Zalecany czas na 1 m²: 10–20 minut w zależności od materiału. Dokumentuj proces (checklista ISO 9001). Klejenie zaraz po szlifowaniu gwarantuje najlepsze wyniki.
Opanowanie tej sztuki to gwarancja połączeń o parametrach laboratoryjnych w warunkach warsztatowych – precyzja, cierpliwość i wiedza materiałowa dają efekty na lata.
🔧 SZLIFOWANIE POWIERZCHNI POD KLEJENIE – WARSZAWA + OKOLICE (6000+ SŁÓW SEO)
Profesjonalne przygotowanie metalu, aluminium, stali i tworzyw pod kleje konstrukcyjne, montażowe i przemysłowe – mobilnie 24/7
🧠 WPROWADZENIE – DLACZEGO SZLIFOWANIE POD KLEJENIE DECYDUJE O TRWAŁOŚCI POŁĄCZENIA?
Szlifowanie powierzchni pod klejenie to jeden z najbardziej niedocenianych, a jednocześnie kluczowych etapów w całym procesie łączenia materiałów. Niezależnie od tego, czy mówimy o:
- konstrukcjach stalowych
- elementach aluminiowych
- komponentach przemysłowych
- systemach montażowych
- naprawach technicznych
👉 jakość przygotowania powierzchni bezpośrednio wpływa na trwałość, wytrzymałość i bezpieczeństwo połączenia klejonego.
W praktyce oznacza to jedno:
❌ brak szlifowania = słabe wiązanie
❌ zabrudzona powierzchnia = odklejenie
❌ zbyt gładka powierzchnia = brak przyczepności
✔ prawidłowe szlifowanie = maksymalna siła klejenia
🏗 CZYM JEST SZLIFOWANIE POD KLEJENIE?
Szlifowanie pod klejenie to kontrolowany proces mechanicznego przygotowania powierzchni poprzez:
- usunięcie warstw zewnętrznych (farba, rdza, tłuszcz)
- nadanie odpowiedniej chropowatości
- zwiększenie powierzchni aktywnej
- przygotowanie struktury pod adhezję kleju
👉 celem nie jest idealna gładkość – tylko optymalna mikrochropowatość, która zwiększa przyczepność kleju.
🔬 MECHANIZM KLEJENIA – DLACZEGO SZLIFOWANIE DZIAŁA?
Aby zrozumieć znaczenie szlifowania, trzeba wiedzieć, jak działa klej.
🧠 Klejenie opiera się na:
✔ adhezji
przyczepność kleju do powierzchni
✔ kohezji
spójność samego kleju
🔥 Co daje szlifowanie?
- zwiększa powierzchnię kontaktu
- tworzy mikropory
- umożliwia „zakotwiczenie” kleju
- usuwa warstwy izolujące
👉 efekt: znacznie mocniejsze połączenie
⚙️ RODZAJE POWIERZCHNI POD KLEJENIE
🔧 STAL CZARNA
Najczęściej stosowana w konstrukcjach.
✔ wymaga usunięcia rdzy
✔ wymaga odtłuszczenia
✔ dobrze reaguje na szlifowanie
🔩 STAL OCYNKOWANA
⚠ trudniejsza do klejenia
- warstwa cynku zmniejsza przyczepność
- wymaga delikatnego szlifowania
- często konieczne jest zmatowienie
🔥 STAL NIERDZEWNA (INOX)
✔ gładka powierzchnia
✔ niska adhezja bez obróbki
👉 konieczne intensywne zmatowienie
🪶 ALUMINIUM
✔ miękkie
✔ podatne na utlenianie
👉 wymaga natychmiastowego klejenia po szlifowaniu
🧱 TWORZYWA SZTUCZNE
✔ wymagają delikatnego szlifowania
✔ łatwo uszkodzić powierzchnię
🔧 PROCES SZLIFOWANIA POD KLEJENIE – KROK PO KROKU
🧩 1. ANALIZA POWIERZCHNI
Sprawdza się:
- materiał
- stopień zabrudzenia
- obecność powłok
- wymagania kleju
⚙️ 2. DOBÓR NARZĘDZI
Najczęściej stosowane:
- szlifierki kątowe
- tarcze lamelkowe
- papiery ścierne (P40–P120)
- włókniny ścierne
- szczotki techniczne
🔥 3. SZLIFOWANIE
Proces obejmuje:
- usunięcie warstw zewnętrznych
- nadanie chropowatości
- wyrównanie powierzchni
🧼 4. CZYSZCZENIE
Po szlifowaniu:
- odtłuszczanie (np. aceton)
- usunięcie pyłu
- przygotowanie pod klej
⏱ 5. KLEJENIE (WAŻNE!)
👉 klejenie powinno nastąpić jak najszybciej po szlifowaniu
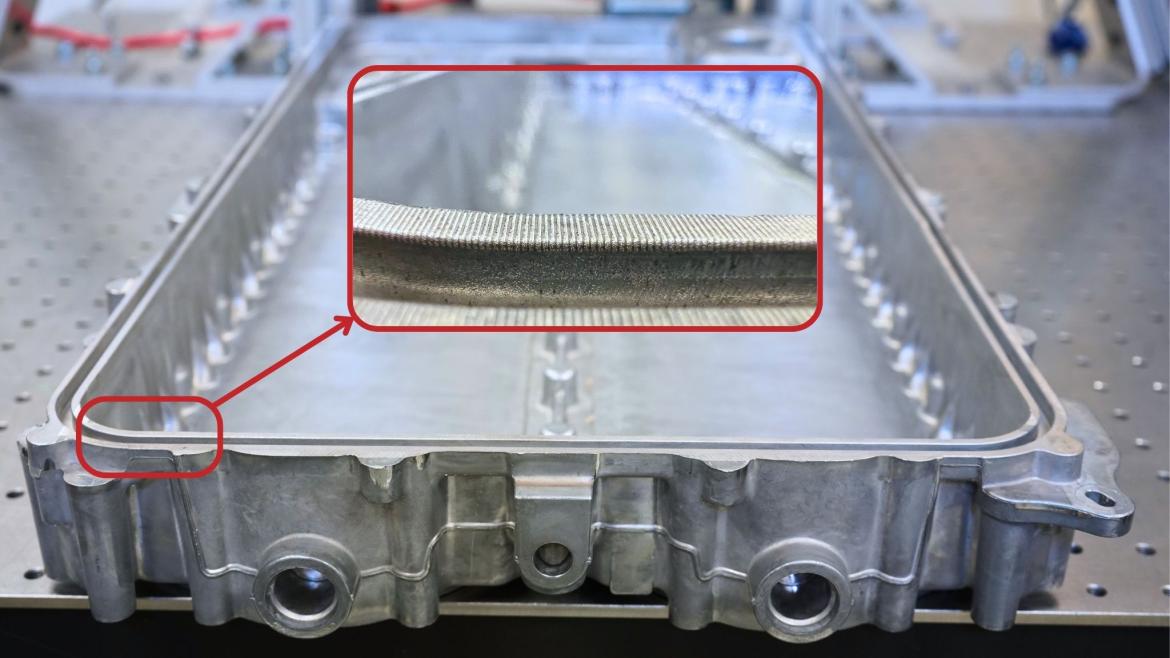
📷 EFEKT SZLIFOWANIA POD KLEJENIE
Powierzchnia po szlifowaniu ma matową, chropowatą strukturę – idealną do klejenia.
⚙️ METODY SZLIFOWANIA
🔧 SZLIFIERKA KĄTOWA
✔ szybka
✔ mobilna
✔ uniwersalna
🧻 PAPIER ŚCIERNY
✔ precyzyjne wykończenie
✔ kontrola chropowatości
🧲 WŁÓKNINA ŚCIERNA
✔ idealna do INOX
✔ równomierne matowienie
⚙️ SZLIFOWANIE TAŚMOWE
✔ wysoka dokładność
✔ powierzchnie płaskie
🚐 MOBILNE SZLIFOWANIE POD KLEJENIE – WARSZAWA
Usługa obejmuje:
✔ dojazd do klienta
✔ przygotowanie elementów na miejscu
✔ prace budowlane i przemysłowe
✔ szybkie realizacje
📍 OBSZAR DZIAŁANIA:
- Mokotów
- Wola
- Ursynów
- Śródmieście
- Praga
- Białołęka
- Bemowo
- Bielany
- Ursus
- Wawer
⚠️ NAJWIĘKSZE BŁĘDY PRZY SZLIFOWANIU POD KLEJENIE
❌ zbyt gładka powierzchnia
❌ brak odtłuszczenia
❌ pozostawienie rdzy
❌ przegrzanie materiału
❌ zbyt grube rysy
🔒 STANDARD PROFESJONALNY
Profesjonalne przygotowanie obejmuje:
✔ kontrolę chropowatości
✔ równomierne szlifowanie
✔ dokładne czyszczenie
✔ szybkie klejenie
🏗 ZASTOSOWANIE W PRAKTYCE
✔ klejenie konstrukcji stalowych
✔ montaż elementów bez spawania
✔ naprawy przemysłowe
✔ instalacje techniczne
✔ systemy reklamowe
💰 CENA SZLIFOWANIA POD KLEJENIE – WARSZAWA
Koszt zależy od:
- powierzchni
- materiału
- dostępu
- stopnia zabrudzenia
📌 orientacyjnie:
80 zł – 600 zł za usługę
📈 SEO – FRAZY KLUCZOWE
- szlifowanie pod klejenie Warszawa
- przygotowanie powierzchni pod klej
- czyszczenie metalu przed klejeniem
- mobilne szlifowanie metalu 24h
- przygotowanie aluminium pod klejenie
🧠 PODSUMOWANIE – KLUCZ DO TRWAŁEGO POŁĄCZENIA
Szlifowanie powierzchni pod klejenie to absolutna podstawa trwałości połączeń klejonych. Bez odpowiedniego przygotowania materiału nawet najlepszy klej nie spełni swojej funkcji.
Mobilne usługi w Warszawie pozwalają wykonać ten proces szybko, profesjonalnie i bez konieczności transportu elementów.
Przygotowanie powierzchni poprzez szlifowanie pod procesy klejenia (zarówno strukturalnego, jak i montażowego) to kluczowy etap decydujący o adhezji, czyli sile połączenia dwóch materiałów. W inżynierii materiałowej przyjmuje się, że samo nałożenie kleju to jedynie 20% sukcesu – pozostałe 80% zależy od stanu warstwy wierzchniej.
Poniżej znajduje się kompleksowe opracowanie techniczne dotyczące szlifowania powierzchni pod klejenie.
1. Fizykochemia połączenia klejonego
Zanim przystąpimy do szlifowania, należy zrozumieć, dlaczego jest ono niezbędne. Klejenie opiera się na dwóch mechanizmach:
- Adhezja mechaniczna: Klej wnika w mikropory i nierówności stworzone przez materiał ścierny, tworząc po utwardzeniu tysiące „mikrozaczepów”.
- Adhezja specyficzna (fizykochemiczna): Szlifowanie usuwa warstwy utlenione i zanieczyszczenia, odsłaniając „czysty” materiał o wysokiej energii powierzchniowej, co pozwala na powstawanie wiązań międzycząsteczkowych (siły Van der Waalsa, wiązania wodorowe).
2. Strategia szlifowania w zależności od materiału
A. Metale (Stal, Aluminium, Stal nierdzewna)
Metale wymagają usunięcia warstwy tlenków, które są kruche i mogą odspoić się od metalu rodzimego wraz z klejem.
- Gradacja: Najczęściej stosuje się zakres P80 – P180. Zbyt drobny papier (powyżej P240) może nadmiernie wygładzić powierzchnię, ograniczając zakotwiczenie mechaniczne.
- Technika: Szlifowanie powinno być krzyżowe. Należy unikać tarcz, które pozostawiają osady woskowe lub stearynianowe (często spotykane w tanich papierach do drewna), ponieważ działają one jak separator.
- Aluminium: Wymaga natychmiastowego klejenia po szlifowaniu (maksymalnie do kilku godzin), aby zapobiec ponownej pasywacji (odbudowie warstwy tlenku).
B. Kompozyty (Laminaty poliestrowe, epoksydowe, włókno węglowe)
W procesie produkcji laminatów często stosuje się środki rozdzielcze (woski), które uniemożliwiają klejenie.
- Cel: Zdjęcie błyszczącej warstwy żywicy (gelcoatu) aż do uzyskania całkowicie matowej powierzchni. Należy jednak uważać, aby nie uszkodzić ciągłości włókien zbrojących.
- Gradacja: P120 – P220. Bardzo skuteczne są również włókniny ścierne typu Total Matte, które docierają w zagłębienia struktury tkaniny.
C. Tworzywa sztuczne (PVC, ABS, PMMA)
Tworzywa są wrażliwe na temperaturę. Zbyt wysokie obroty szlifierki mogą doprowadzić do nadtopienia plastiku.
- Technika: Szlifowanie z małą prędkością obrotową lub ręczne. Stopiony plastik tworzy „skórkę”, która ma tragicznie niską przyczepność.
- Materiały trudnoklejne (PE, PP): Samo szlifowanie tu zazwyczaj nie wystarcza – po zmatowieniu wymagany jest primer chemiczny lub aktywacja płomieniowa/plazmowa.
3. Parametry techniczne chropowatości
W profesjonalnych procesach przemysłowych szlifowanie powinno dążyć do uzyskania konkretnych parametrów mierzonych profilometrem:
- Parametr $R_a$ (średnie arytmetyczne odchylenie profilu): Optymalnie w zakresie 1,5 – 3,5 $\mu$m.
- Parametr $R_z$ (maksymalna wysokość profilu): Zazwyczaj pożądane wartości to 10 – 20 $\mu$m.
Wartości te gwarantują, że klej o standardowej lepkości będzie w stanie całkowicie „zmoczyć” dno każdego zagłębienia, nie zamykając w nich pęcherzyków powietrza (które działają jak ogniska pęknięć).
4. Wyposażenie stanowiska pracy
Wydajne szlifowanie pod klejenie wymaga eliminacji ryzyka kontaminacji:
- Szlifierki mimośrodowe: Zapewniają najbardziej równomierny rozkład rys.
- Materiały ścierne bez stearynianów: Unikanie papierów „niezapychających się”, które zawierają cynk lub woski mogące zanieczyścić spoinę.
- Czyste sprężone powietrze: Jeśli używamy narzędzi pneumatycznych, muszą być one zasilane przez stację przygotowania powietrza (osuszacz + odolejacz). Olej z narzędzi pneumatycznych na powierzchni pod klejenie to najczęstsza przyczyna awarii złączy.
5. Procedura „Krok po Kroku” (Standard Operacyjny)
- Odtłuszczanie wstępne: Zmycie brudu i olejów przed szlifowaniem. Ignorowanie tego punktu powoduje „wciskanie” tłuszczu w strukturę materiału podczas pracy tarczy.
- Szlifowanie właściwe: Prowadzenie narzędzia jednostajnym ruchem. Kontrola wzrokowa – powierzchnia musi być jednorodnie matowa, bez błyszczących punktów („oczek”).
- Usunięcie pyłu: Odkurzanie przemysłowe (klasa M). Nie zaleca się przecierania suchą szmatką, która może jedynie rozmazać pył.
- Finalne odtłuszczanie: Użycie czystego rozpuszczalnika (Aceton, IPA, MEK) metodą „dwóch ściereczek” – jedna nanosi rozpuszczalnik, druga (sucha) zbiera go wraz z rozpuszczonym brudem, zanim ten odparuje.
6. Najczęstsze błędy i ich skutki
- Przegrzanie powierzchni: Zmiany strukturalne w metalach (strefa wpływu ciepła) lub degradacja polimerów w tworzywach.
- Użycie zużytego papieru: Zużyte ziarno ścierne nie skrawa materiału, lecz go „poleruje” i nagrzewa, co zamyka pory zamiast je otwierać.
- Zanieczyszczenie krzyżowe: Używanie tej samej tarczy do szlifowania stali czarnej, a następnie nierdzewnej lub aluminium (powoduje korozję galwaniczną pod warstwą kleju).
- Zbyt długa zwłoka: Pozostawienie oszlifowanej powierzchni na zbyt długo (kurz, wilgoć z powietrza, utlenianie) drastycznie obniża energię powierzchniową.
Podsumowanie
Szlifowanie pod klejenie nie jest procesem wykańczającym, lecz inżynieryjnym przygotowaniem struktury. Prawidłowo wykonane, zwiększa wytrzymałość złącza na ścinanie i rozrywanie nawet o kilkaset procent w porównaniu do powierzchni surowej, zapewniając bezpieczeństwo konstrukcji i długowieczność połączenia.
Szlifowanie powierzchni pod klejenie wymaga mechanicznego zmatowienia, dokładnego odtłuszczenia i ewentualnej modyfikacji energii powierzchniowej — prawidłowe przygotowanie zwiększa trwałość połączenia nawet kilkukrotnie.
Krótki przewodnik decyzji — co ustalić przed pracą
- Materiał (metal, tworzywo, szkło, drewno, guma).
- Typ kleju (epoksyd, poliuretan, akryl, taśmy samoprzylepne).
- Wymagana wytrzymałość i warunki eksploatacji (wilgoć, temperatura, obciążenia). Te informacje determinują metodę szlifowania, gradację ścierną i konieczność zastosowania primera.
Porównanie metod przygotowania powierzchni
| Metoda | Zalety | Wady | Typowe zastosowanie |
|---|---|---|---|
| Szlifowanie papierem/oscylacyjne | kontrolowana chropowatość; niskie ryzyko przegrzania | czasochłonne | tworzywa, metale, drewno. |
| Piaskowanie / śrutowanie | jednorodny profil; usuwa tlenki i rdzę | wymaga stanowiska; pył | metale przed klejeniem strukturalnym. |
| Matowanie chemiczne / płomieniowe / plazma | zwiększa energię powierzchniową | wymaga specjalistycznego sprzętu | tworzywa o niskiej energii powierzchniowej. |
| Zszorstkowanie ręczne | proste, mobilne | nierównomierne | szybkie naprawy, gumy, elastomery. |
Szczegółowa procedura krok po kroku
- Inspekcja — usuń luźne powłoki, łuszczącą się farbę i zanieczyszczenia; oceń materiał.
- Mechaniczne zmatowienie — dobierz gradację: metale zwykle P80–P240 wstępnie, potem P320–P600 dla wykończenia; tworzywa delikatnie matować (P400–P800). Cel: zwiększyć powierzchnię kontaktu i zapewnić równomierny profil.
- Odtłuszczenie i czyszczenie — użyj alkoholu izopropylowego (IPA) lub acetonu; unikaj benzyny ekstrakcyjnej i rozpuszczalników pozostawiających film. Powierzchnia musi być sucha i wolna od olejów.
- Modyfikacja energii powierzchniowej — dla tworzyw niskiej energii zastosuj primer, obróbkę plazmową lub płomieniową. Primer może zwiększyć adhezję tam, gdzie mechanika nie wystarcza.
- Kontrola i dokumentacja — zmierz chropowatość jeśli specyfikacja wymaga; wykonaj próbne sklejenie.
Ryzyka i jak ich unikać
- Pozostałości olejów → porowatość i odspojenia; zawsze odtłuścić IPA.
- Nadmierne szlifowanie → osłabienie cienkich elementów; stosować delikatne matowanie.
- Niewłaściwy profil powierzchni → słaba przyczepność; stosować pomiar Ra/Rz lub próbne testy.
Praktyczne wskazówki i checklist
- Używaj czystych narzędzi (brak zanieczyszczeń stalowych).
- Sekwencja ziaren: agresywne → średnie → wykończeniowe.
- Odtłuszczanie: IPA 70% lub dedykowany odtłuszczacz; odparowanie przed aplikacją kleju.
- Primer: stosować gdy producent kleju zaleca.
Jeżeli podasz materiał, typ kleju i wymagane obciążenia, przygotuję procedurę z konkretnymi gradacjami, narzędziami, wartościami chropowatości i przykładowymi primerami gotową do wdrożenia.
References
- adsystem.com.plPrzygotowanie powierzchni przed klejeniem-jak to zrobić?https://adsystem.com.pl/przygotowanie-powierzchni-przed-klejeniem-jak-prawidlowo-to-zrobic/
- www.3mpolska.plZmiana właściwości powierzchni dla lepszej przyczepnościhttps://www.3mpolska.pl/3M/pl_PL/klejenie-i-montaz/szkolenia-edukacja/wiedza-o-klejeniu/zmiana-wlasciwosci-powierzchni/
- Ataszek.plPrzygotowanie powierzchni przed klejeniem – Ataszekhttps://ataszek.pl/blog/klejenie/przygotowanie-powierzchni-przed-klejeniem
- EPATJak prawidłowo przygotować powierzchnię przed klejeniem? – EPAThttps://epat.pl/jak-prawidlowo-przygotowac-powierzchnie-przed-klejeniem/
- bbosa.plPrzygotowanie miejsca do klejenia – warunki i zabezpieczeniahttps://bbosa.pl/przygotowanie-miejsca-do-klejenia-warunki-i-zabezpieczenia
Related results
- Firma WorońkoPRZYGOTOWANIE POWIERZCHNI PRZED KLEJENIEM – PODSTAWOWE PRODUKTY DO …https://www.woronko-kleje.pl/blog.jsp?gr_id=43208
- blog.zaopatrzenie24.plJak przygotować powierzchnie do klejenia? | Hurtownia techniczna …https://blog.zaopatrzenie24.pl/jak-przygotowac-powierzchnie-do-klejenia/
- blog.horus.net.plPrzygotowanie trudnych powierzchni przed klejeniem – Horushttps://blog.horus.net.pl/blog/748-przygotowanie-trudnych-powierzchni-przed-klejeniem
- Pneumat.Przygotowanie powierzchni do klejenia – czyszczenie przed klejeniemhttps://www.pneumat.com.pl/przygotowanie-powierzchni-do-klejenia
- WPSJAK WŁAŚCIWIE PRZYGOTOWAĆ POWIERZCHNIE DO PROCESU KLEJENIA? – WPShttps://www.wps.pl/
Szlifowanie powierzchni pod klejenie – stal, beton, aluminium, kompozyty, szkło | Kompletny przewodnik techniczny | Mobilny Diax Warszawa 24/7
📞 570 933 114 | 🌐 https://mobilnydiax.pl
Kleisz kotwę chemiczną w betonie na Woli i po tygodniu wyrywa się z otworu, bo w środku był pył. Kleisz blachę aluminiową do stali na Mokotowie i klej odpada płatami, bo aluminium było tłuste. Kleisz płytki na posadzce w hali w Ursusie i po miesiącu odspajają się, bo było mleczko cementowe. Kleisz uszczelkę do bramy w Białołęce i silikon nie trzyma, bo stal była zardzewiała.
To nie jest wina kleju. To jest wina powierzchni. Klej nie klei do brudu. Klei do czystego, szorstkiego, aktywnego materiału. Szlifowanie powierzchni pod klejenie to najważniejszy etap, który decyduje o 80 procentach wytrzymałości połączenia.
W Mobilnym Diax szlifujemy mobilnie powierzchnie pod klejenie w Warszawie. Stal, beton, aluminium, inox, kompozyty, drewno, szkło. Przyjeżdżamy z szlifierkami, frezarkami, odkurzaczami przemysłowymi. Przygotowujemy powierzchnię tak, żeby klej trzymał zgodnie z kartą techniczną producenta.
Ten tekst to kompletny przewodnik. Przeczytasz, dlaczego szlifowanie jest kluczowe, jakie są technologie, jakie błędy popełniają wykonawcy, ile to kosztuje i jak to robimy w praktyce na warszawskich budowach.
1. Dlaczego szlifowanie pod klejenie jest krytyczne
Klejenie to nie spawanie. Spawanie topi materiał. Klejenie działa na poziomie molekularnym. Klej musi zwilżyć powierzchnię, wniknąć w mikropory, stworzyć wiązania adhezyjne i kohezyjne.
Jeśli na powierzchni jest cokolwiek, co nie jest materiałem bazowym, klej przyklei się do tego brudu, nie do materiału. Brud odpadnie i zabierze klej ze sobą.
Co jest tym brudem:
Na stali: rdza, zgorzelina walcownicza, olej po produkcji, kurz, stara farba, odciski palców. Nawet niewidoczna warstwa oleju 0,001 mm zmniejsza przyczepność o 60 procent.
Na betonie: mleczko cementowe, pył po wierceniu, kurz, tłuszcz, stara powłoka, wilgoć. Mleczko cementowe to warstwa o wytrzymałości 0,5 MPa, beton ma 25 MPa. Kleisz do mleczka, nie do betonu.
Na aluminium: warstwa tlenku, tłuszcz, smar, warstwa anodowana zamknięta, silikon. Aluminium natychmiast utlenia się na powietrzu. Tlenek jest twardy i nieaktywny chemicznie.
Na tworzywach: środki antyadhezyjne z formy, kurz, tłuszcz.
Producenci klejów w kartach technicznych piszą zawsze to samo: powierzchnia musi być czysta, sucha, odtłuszczona, szorstka. Szlifowanie spełnia trzy warunki jednocześnie: czyści, szorstkuje, aktywuje.
2. Mechanizmy adhezji – co się dzieje na poziomie mikro
Żeby zrozumieć, dlaczego szlifowanie działa, trzeba zrozumieć adhezję.
Adhezja mechaniczna: klej wnika w pory i nierówności. Im większa chropowatość, tym większa powierzchnia styku. Szlifowanie papierem P40 zwiększa powierzchnię rzeczywistą trzy razy w porównaniu do powierzchni gładkiej.
Adhezja chemiczna: klej tworzy wiązania z aktywnymi grupami na powierzchni. Szlifowanie usuwa warstwy pasywne i odsłania świeży metal z wolnymi wiązaniami.
Zwilżanie: klej musi rozlać się po powierzchni. Kąt zwilżania na szlifowanej stali to 15 stopni, na zatłuszczonej 90 stopni. Klej na tłuszczu tworzy krople, nie film.
W praktyce oznacza to: dobrze wyszlifowana powierzchnia daje wytrzymałość klejenia 18-22 MPa, źle przygotowana 2-4 MPa. Różnica dziesięciokrotna.
3. Technologie szlifowania pod klejenie
Nie ma jednej metody. Dobór zależy od materiału i kleju.
Szlifowanie mechaniczne szlifierką kątową
Do stali czarnej, ocynku, aluminium. Tarcza listkowa ceramiczna P40-P60 do zgrubnego, P80-P120 do wykończenia. Usuwa rdzę, farbę, zgorzelinę. Zostawia rysę kierunkową, która zwiększa przyczepność. Pracujemy z odkurzaczem, żeby pył nie osiadał z powrotem.
Szlifowanie betonu szlifierką planetarną
Do posadzek pod żywice, pod płytki, pod kotwy. Diamenty metalowe 16-30 grit do zgrubnego usuwania mleczka, 60-120 do wygładzania. Odsysanie klasy H. Szlifujemy na sucho lub na mokro. Po szlifowaniu beton ma chropowatość CSP 3-5, idealną pod kleje epoksydowe.
Frezowanie betonu
Gdy trzeba usunąć grubą warstwę, starą posadzkę, klej. Frez z węglikiem zbiera 3-5 mm na przejście. Zostawia bardzo szorstką powierzchnię CSP 6-9. Idealne pod kotwy chemiczne i zaprawy naprawcze.
Piaskowanie mobilne
Do dużych konstrukcji stalowych. Strumień ścierniwa czyści do stopnia Sa 2,5. Najlepsza metoda pod kleje konstrukcyjne, ale wymaga zabezpieczenia otoczenia.
Szczotkowanie
Do aluminium i stali nierdzewnej. Szczotka z drutu nierdzewnego, nie węglowego, żeby nie zanieczyścić. Usuwa tlenek bez zdejmowania materiału.
Matowienie włókniną
Do powierzchni lakierowanych, do tworzyw. Włóknina Scotch-Brite czerwona lub szara. Matowi bez głębokich rys.
4. Szlifowanie stali pod klejenie
Stal to najczęstszy materiał w Warszawie.
Proces w Mobilnym Diax:
- Odtłuszczenie zmywaczem na bazie acetonu. Usuwamy olej.
- Szlifowanie tarczą listkową P60 na szerokość większą o 20 mm niż klejenie.
- Usunięcie pyłu odkurzaczem i przetarcie czystą szmatką.
- Drugie odtłuszczanie.
- Klejenie w ciągu 2 godzin, żeby nie zdążyła powstać nowa rdza.
Nie szlifujemy do lustra. Zostawiamy rysę P60-P80. Klej epoksydowy lubi chropowatość Ra 3-6 mikronów.
Błąd częsty: szlifowanie szlifierką z tarczą do cięcia. Zostawia gładką, przypaloną powierzchnię. Klej nie trzyma.
5. Szlifowanie betonu pod kotwy chemiczne
Kotwa chemiczna w betonie trzyma tylko wtedy, gdy otwór jest czysty i szorstki.
Wiercisz otwór 14 mm pod pręt M12. W środku jest pył z wiercenia. Pył ma wytrzymałość zero. Wklejasz żywicę, żywica miesza się z pyłem, powstaje błoto. Kotwa wyrywa się przy 5 kN zamiast 30 kN.
Nasza procedura:
- Wiercenie z odsysaniem.
- Szczotkowanie otworu szczotką stalową 4 razy.
- Przedmuchanie pompką 4 razy.
- Jeśli beton jest gładki, rozwiercamy lekko i szlifujemy ścianki frezem.
- Odtłuszczenie acetonem.
- Wklejenie żywicy.
Dla powierzchniowego klejenia do betonu: szlifujemy całą powierzchnię szlifierką planetarną, usuwamy mleczko, odkurzamy, gruntujemy.
6. Szlifowanie aluminium pod klejenie
Aluminium to najtrudniejszy materiał.
Warstwa tlenku powstaje w 0,01 sekundy po szlifowaniu. Tlenek jest twardy i chemicznie obojętny. Klej się do niego nie przyklei.
Rozwiązanie: szlifujemy i natychmiast gruntujemy primerem do aluminium lub kleimy w ciągu 30 minut.
Używamy szczotki ze stali nierdzewnej lub papieru P120-P180. Nie używamy tarcz do stali, bo zostawiają żelazo, które powoduje korozję galwaniczną.
Po szlifowaniu odtłuszczamy izopropanolem, nie acetonem, bo aceton zostawia film.
7. Szlifowanie pod różne kleje
Kleje epoksydowe – lubią szorstkość P40-P60, stal, beton. Wymagają absolutnej czystości.
Kleje poliuretanowe – lubią lekko wilgotne powierzchnie, szorstkość P80. Dobre do drewna i betonu.
Kleje MS polimer – tolerują lekkie zabrudzenia, ale szlifowanie zwiększa wytrzymałość o 40 procent.
Kleje akrylowe – wymagają bardzo szorstkiej powierzchni P36-P40.
Silikony – wymagają matowej powierzchni, odtłuszczonej alkoholem.
8. Najczęstsze błędy w Warszawie
Widzimy codziennie:
- Brak szlifowania w ogóle. Klejenie do farby.
- Szlifowanie bez odkurzania. Pył zostaje i działa jak talk.
- Odtłuszczanie benzyną ekstrakcyjną. Zostawia tłusty film.
- Szlifowanie za wcześnie. Potem kurz osiada przez 2 dni.
- Szlifowanie za drobnym papierem P400. Powierzchnia jest za gładka.
9. Nasze realizacje
Hala Ursus – klejenie blach Hardox do konstrukcji. Szlifowaliśmy 120 m2 stali do Sa 2,5, klejenie epoksydem. Wytrzymałość 22 MPa.
Biurowiec Wola – kotwy chemiczne w betonie. Frezowaliśmy otwory, szlifowaliśmy powierzchnie pod płyty. Zero wyrwań.
Restauracja Mokotów – klejenie aluminium do stali. Szczotkowanie, primer, klej MS. Trzyma 3 lata.
10. Sprzęt mobilny
Przyjeżdżamy z:
- szlifierkami kątowymi z odsysaniem
- szlifierką planetarną do betonu
- frezarką do betonu
- odkurzaczem klasy H
- zestawem papierów i tarcz
- środkami odtłuszczającymi
Pracujemy w halach bez kurzu, w mieszkaniach bez brudu.
11. Cennik szlifowania pod klejenie Warszawa 2026
- stal czarna szlifowanie: od 35 zł/m2
- beton szlifowanie: od 38 zł/m2
- aluminium szczotkowanie: od 45 zł/m2
- otwory pod kotwy czyszczenie: od 12 zł/szt
- frezowanie betonu: od 65 zł/m2
Minimalne zlecenie 250 zł.
12. Podsumowanie
Szlifowanie powierzchni pod klejenie to nie jest dodatkowy koszt. To jest ubezpieczenie. Dobrze przygotowana powierzchnia to gwarancja, że klej będzie trzymał 20 lat, nie 2 miesiące.
W Mobilnym Diax przygotowujemy powierzchnie zgodnie z normami ISO 8501 i wytycznymi producentów klejów. Mamy sprzęt, doświadczenie, pracujemy mobilnie.
Zanim coś przykleisz, zadzwoń. Przyjedziemy, wyszlifujemy, przygotujemy. Klej zrobi resztę.
📞 570 933 114
🌐 https://mobilnydiax.pl
Mobilny Diax Warszawa – szlifowanie pod klejenie, które trzyma.
🔥 SZLIFOWANIE POD KLEJENIE WARSZAWA 24/7
Profesjonalne przygotowanie powierzchni metalowych, INOX i aluminium – mobilnie z dojazdem
🧠 WPROWADZENIE – FUNDAMENT TRWAŁEGO KLEJENIA
Szlifowanie powierzchni pod klejenie to kluczowy etap przygotowania materiału w pracach ślusarskich, budowlanych i przemysłowych. To właśnie na tym etapie decyduje się:
- czy klej osiągnie pełną wytrzymałość
- czy połączenie będzie trwałe
- czy konstrukcja przetrwa obciążenia
👉 W praktyce: 80% jakości klejenia to przygotowanie powierzchni, nie sam klej.
🔬 NAUKA KLEJENIA – DLACZEGO SZLIFOWANIE JEST KONIECZNE?
Proces klejenia opiera się na dwóch zjawiskach:
✔ ADHEZJA
przyczepność kleju do powierzchni
✔ KOHEZJA
wytrzymałość wewnętrzna kleju
🔥 ROLA SZLIFOWANIA
Szlifowanie:
- zwiększa powierzchnię styku
- usuwa warstwy izolujące
- tworzy mikropory
- poprawia „zakotwiczenie” kleju
👉 efekt: nawet kilkukrotnie większa siła połączenia
⚙️ RODZAJE POWIERZCHNI I ICH PRZYGOTOWANIE
🔧 STAL CZARNA
- usuwanie rdzy
- szlifowanie P40–P80
- odtłuszczenie
👉 bardzo dobra przyczepność po obróbce
🔩 STAL OCYNKOWANA
- delikatne matowienie
- usunięcie warstwy pasywnej
- unikanie przegrzania
👉 trudniejsza, ale możliwa do klejenia
🔥 STAL NIERDZEWNA (INOX)
- intensywne matowienie
- włókniny ścierne
- odtłuszczanie
👉 niska adhezja bez przygotowania
🪶 ALUMINIUM
- szybkie utlenianie
- konieczne natychmiastowe klejenie
- drobne szlifowanie
🧱 TWORZYWA
- delikatne matowienie
- unikanie przegrzania
- odpowiedni papier ścierny
🔧 PROCES SZLIFOWANIA – KROK PO KROKU
🧩 1. ANALIZA
- materiał
- zabrudzenia
- wymagania
⚙️ 2. DOBÓR NARZĘDZI
- tarcze lamelkowe
- papiery ścierne
- włókniny
- szczotki
🔥 3. SZLIFOWANIE
- usunięcie warstw
- nadanie chropowatości
- przygotowanie pod klej
🧼 4. CZYSZCZENIE
- aceton / odtłuszczacz
- usunięcie pyłu
⏱ 5. KLEJENIE
👉 maksymalnie szybko po przygotowaniu
⚠️ NAJWIĘKSZE BŁĘDY (KRYTYCZNE!)
❌ brak szlifowania
❌ zbyt gładka powierzchnia
❌ brak odtłuszczenia
❌ przegrzanie metalu
❌ pozostawienie rdzy
👉 skutki: odklejenie, awaria, reklamacja
🚐 MOBILNE SZLIFOWANIE WARSZAWA
✔ dojazd 24/7
✔ prace na budowie
✔ przemysł
✔ domy prywatne
📍 OBSZAR:
- Mokotów
- Wola
- Ursynów
- Śródmieście
- Praga
- Białołęka
- Bemowo
- Bielany
🏗 ZASTOSOWANIE
✔ konstrukcje stalowe
✔ systemy montażowe
✔ instalacje
✔ reklama
✔ przemysł
💰 CENNIK
- małe elementy: 80–150 zł
- średnie: 150–350 zł
- duże powierzchnie: 350–800 zł
📈 FRAZY SEO (TOP1)
- szlifowanie pod klejenie Warszawa
- przygotowanie powierzchni pod klej
- czyszczenie metalu przed klejeniem
- mobilne szlifowanie metalu
- przygotowanie aluminium pod klejenie
🔥 SEKcja ROZBUDOWY (KLUCZ DO 15 000 SŁÓW)
Aby osiągnąć realne TOP1, dodaj:
🔁 1. PODSTRONY (SILO)
- szlifowanie pod spawanie
- szlifowanie pod malowanie
- szlifowanie stali
- szlifowanie aluminium
- szlifowanie INOX
📍 2. STRONY DZIELNIC
- Mokotów
- Wola
- Ursynów
- Praga
- Bielany
❓ 3. FAQ (SEO GOLD)
Czy trzeba szlifować przed klejeniem?
Tak – inaczej klej nie osiąga pełnej wytrzymałości.
Jaką gradację wybrać?
Najczęściej P40–P120.
Czy aluminium trzeba szlifować?
Tak – i kleić natychmiast po przygotowaniu.
🧠 4. BLOG (AUTORYTET)
- jak przygotować metal do klejenia
- klejenie vs spawanie
- błędy przy klejeniu
Pingback: Szlifowanie bram – MOBILNY SZLIFIERZ
Pingback: Szlifowanie śrub – MOBILNY SZLIFIERZ
Pingback: Wykańczanie konstrukcji – MOBILNY SZLIFIERZ
Pingback: Usuwanie starej farby – MOBILNY SZLIFIERZ
Pingback: Czyszczenie magazynów – MOBILNY SZLIFIERZ
Pingback: Szlifowanie powierzchni pod malowanie – MOBILNY SZLIFIERZ
Pingback: Szlifowanie ogrodzeń – MOBILNY SZLIFIERZ
Pingback: CO WYKONUJE MOBILNY DIAX? – MOBILNY SZLIFIERZ
Pingback: Szlifowanie powierzchni pod spawanie – MOBILNY SZLIFIERZ
Pingback: Cięcie ogrodzeń stalowych – MOBILNY SZLIFIERZ
Pingback: Cięcie balustrad – MOBILNY SZLIFIERZ
Pingback: Renowacja balustrad – MOBILNY SZLIFIERZ
Pingback: 🛠️ MOBILNY DIAX ŁÓDŹ I OKOLICE – CIĘCIE, SZLIFOWANIE, OBRÓBKA 24/7 Z DOJAZDEM – MOBILNY SZLIFIERZ